商品详情
出版社: 化学工业出版社
ISBN:9787122283863
版次:1
商品编码:12107880
品牌:化学工业出版社
包装:平装
开本:16开
出版时间:2017-01-01
用纸:胶版纸
页数:813
字数:1398000
正文语种:中文
产品特色

编辑推荐
1 内容实用性可操作性强:由国内阀门制造企业的工程技术人员合力编写,全书共25章,内容涵盖了阀门制造的全过程
2 内容包括三大部分:一部分包含了铸造、锻造、热处理、焊接、表面处理及无损检测等特殊过程;第二部分包含了各类阀门零部件的机械加工工艺及成品装配工艺过程,例如阀体类零件的加工、阀盖类零件加工、关闭件加工、阀杆加工以及阀门其他零件加工;第三部分对一些常用或特殊的阀门的制造工艺单独进行了详细讲解,例如球阀制造工艺,蝶阀制造工艺,阀门密封面研磨、滚动珩磨及抛光,橡胶衬里阀门制造工艺,氟塑料衬里阀门制造工艺,陶瓷阀门制造工艺等;对阀门的配合精度和表面粗糙度,阀门的无损检测、阀门装配,阀门的试验,阀门的涂漆,阀门的安装、维护及常见故障等其他重要问题也进行了详细介绍。
内容简介
该书内容十分丰富,实用性、可操作性强,可供阀门行业各制造厂(公司)、大专院校师生学习和查阅参考。同时,对于阀门终端用户和设计院所了解阀门的生产加工过程也具有一定的参考价值。
内页插图

目录
第1章阀门制造工艺综述1
1.1阀门制造工艺的特点1
1.2我国阀门制造工艺发展方向2
1.3阀门制造的工艺路线和基本设备配置3
1.3.1工艺路线3
1.3.2设备配置3
1.3.3设备类型及规格4
1.3.4车间组成5
1.4阀门零件工艺规程编制的原则及方法6
1.4.1基本概念6
1.4.2阀门零件工艺规程编制的原则6
1.4.3阀门零件工艺规程的编制方法7
1.5阀门零件工艺规程的典型化10
1.5.1阀门零件工艺规程典型化的意义10
1.5.2阀门零件的分类11
1.5.3编制典型工艺规程14
第2章铸铁阀门铸造工艺15
2.1工艺造型材料15
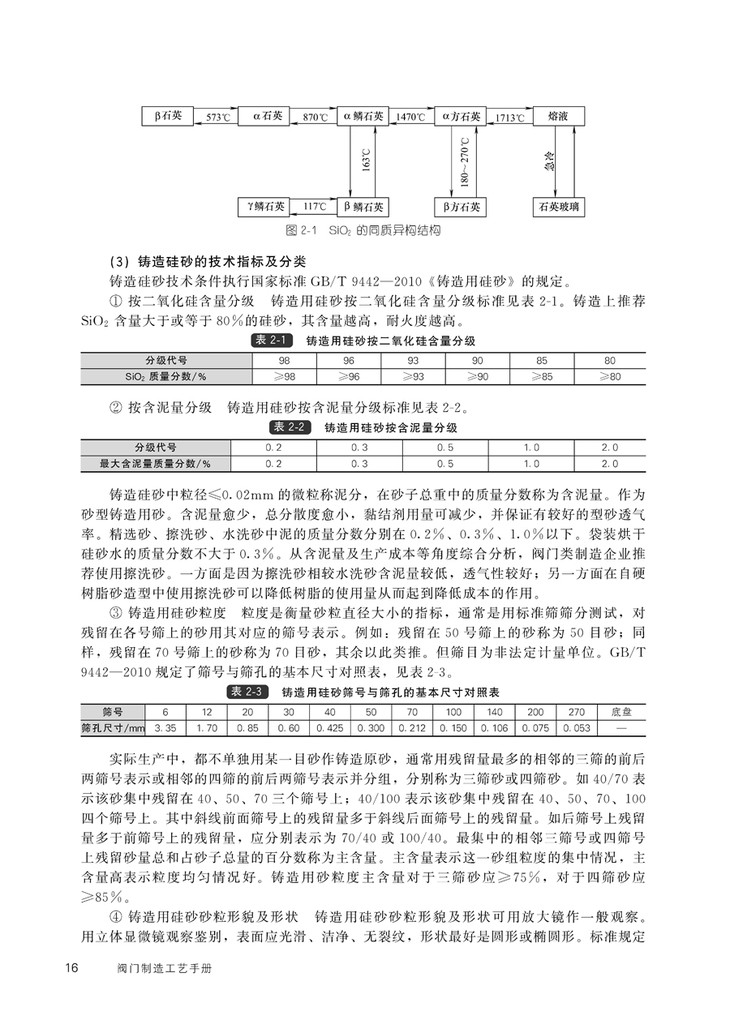
2.1.1硅砂15
2.1.2黏结材料17
2.1.3辅助材料24
2.1.4型砂、芯砂及其性能30
2.2铸铁阀门铸造工艺设计33
2.2.1铸造工艺方案的确定33
2.2.2工艺参数的确定36
2.2.3砂芯设计40
2.3阀门铸件熔炼及铁液质量控制50
2.3.1冲天炉熔炼50
2.3.2电炉熔炼52
2.3.3冲天炉与电炉的对比分析56
2.3.4铸铁熔炼过程中的质量控制58
2.4造型与制芯60
2.4.1造型方法的分类与选择60
2.4.2制芯方法的分类与选择68
2.4.3合型71
2.4.4造型制芯设备72
2.4.5造型生产线76
2.5浇注系统设置及浇注78
2.5.1浇注系统的设置78
2.5.2冒口的设计90
2.5.3冷铁和出气孔的设计90
2.5.4浇注93
2.6型砂的处理及性能要求95
2.6.1型砂的混制95
2.6.2自动化型砂处理线98
2.6.3湿型砂的性能要求99
2.7阀门铸铁件的清理及后处理102
2.7.1铸件的落砂除芯102
2.7.2铸件浇冒口、毛刺的去除110
2.7.3铸件的表面清理111
2.7.4铸件的矫形117
2.7.5铸件的缺陷修补120
2.8阀门铸件的热处理122
2.8.1可锻铸铁件的热处理122
2.8.2阀门球墨铸铁、灰铸铁件的热处理126
2.9阀门铸铁件主要缺陷分析128
2.9.1多肉类缺陷128
2.9.2孔洞类缺陷131
2.9.3裂纹、冷隔类缺陷133
2.9.4表面类缺陷135
2.9.5残缺类缺陷137
2.9.6形状及重量差错类缺陷139
2.9.7夹杂类缺陷142
2.9.8性能、成分、组织不合格144
第3章铸钢及铸造高合金阀门铸造工艺148
3.1铸钢呋喃树脂砂工艺造型材料148
3.1.1呋喃树脂148
3.1.2酸催化剂(固化剂)150
3.1.3偶联剂150
3.1.4铸钢呋喃树脂用砂151
3.1.5酸催化呋喃树脂自硬砂的硬化机理153
3.1.6脱模剂155
3.1.7涂料155
3.1.8树脂砂对模型的要求158
3.2铸钢阀门铸造工艺设计158
3.2.1铸钢阀门铸造工艺设计要素158
3.2.2浇注系统设计168
3.2.3凝固及冒口171
3.2.4冷铁187
3.3阀门用合金钢、不锈钢及镍基合金的铸造189
3.3.1合金元素在钢中的作用189
3.3.2阀门用铬钼系高温合金钢的铸造195
3.3.3阀门用耐蚀奥氏体不锈钢及耐热奥氏体不锈钢的铸造196
3.3.4阀门用双相不锈钢的铸造200
3.3.5阀门用耐蚀镍基合金的铸造202
3.4钛合金阀门零件的铸造工艺208
3.4.1钛及钛合金铸造性能208
3.4.2钛及钛合金造型材料选择209
3.4.3钛合金铸件熔炼方法209
3.4.4钛合金阀门铸造工艺规范210
3.4.5钛合金阀门铸件后处理工序211
3.4.6铸件的显微组织及力学性能212
3.5锆合金阀门零件的铸造工艺215
3.5.1锆合金性能215
3.5.2锆合金铸件熔炼铸造方法216
3.5.3锆合金铸件铸造工艺规程217
3.5.4铸件后处理工序220
3.6阀门铸钢件缺陷及分析221
3.6.1阀门铸钢件缺陷的分类221
3.6.2气孔221
3.6.3热裂纹、变形及冷裂纹224
3.6.4粘砂225
3.7铸件的热等静压致密化226
3.7.1热等静压的原理226
3.7.2工艺效用和使用设备226
3.7.3高温合金铸件处理228
3.7.4钛合金铸件处理230
第4章阀门锻造工艺234
4.1阀门常用锻件材料234
4.1.1阀门锻件材料的选择原则234
4.1.2阀门锻件用原材料的冶炼分类235
4.1.3 阀门常用锻件材料235
4.1.4常用阀门锻钢材料化学成分236
4.1.5常用阀门锻钢材料力学性能236
4.2锻造工艺流程237
4.2.1下料237
4.2.2加热238
4.2.3锻造工艺制定239
4.2.4锻后处理240
4.3自由锻工艺240
4.3.1基本工序240
4.3.2加热规范243
4.3.3自由锻的工装与设备249
4.3.4自由锻工艺的相关计算250
4.3.5球阀锻造实例258
4.4胎膜锻造工艺258
4.4.1阀体258
4.4.2阀盖260
4.4.3连接法兰260
4.4.4填料压盖260
4.4.5楔形闸板261
4.4.6胎模锻实例261
4.5多向模锻工艺266
4.5.1成形原理及类型267
4.5.2技术特点268
4.5.3模具结构类型及失效形式268
4.5.4多向模锻成形实例270
4.6锻件常用热处理274
4.6.1正火处理274
4.6.2调质处理274
4.6.3固溶处理274
4.6.4常用材料热处理温度274
4.6.5需要焊后消应处理锻件的热处理274
4.7典型常用材料锻造要领275
4.7.1碳钢锻件锻造工艺要领275
4.7.2合金钢锻件锻造工艺要领275
第5章阀门的焊接277
5.1阀门焊接工艺的种类及应用277
5.1.1焊条电弧焊277
5.1.2TIG焊278
5.1.3CO2焊278
5.1.4MIG焊279
5.1.5埋弧焊279
5.1.6等离子堆焊280
5.1.7氧乙炔焊281
5.2全焊接球阀焊接工艺281
5.2.1焊接要求281
5.2.2全焊接球阀难点282
5.2.3焊接方法的选择282
5.2.4焊接工艺参数282
5.2.5焊接坡口形式283
5.2.6阀体主焊缝的工艺和要点284
5.2.7过渡段285
5.2.8焊后检验285
5.3阀门铸钢件的补焊286
5.3.1缺陷判定286
5.3.2缺陷修补286
5.3.3焊后检测287
5.3.4承压铸件补焊用焊条287
5.4不锈钢及钛合金阀门的焊接工艺288
5.4.1不锈钢阀门焊接工艺288
5.4.2钛合金阀门焊接工艺 291
5.5阀门焊接工艺评定294
5.5.1阀门密封面堆焊工艺评定294
5.5.2阀门对接焊缝和角焊缝焊接工艺评定297
第6章阀门密封面的堆焊300
6.1铜合金密封面的堆焊300
6.1.1铸钢基体上黄铜的堆焊300
6.1.2铸铁基体上黄铜堆焊301
6.1.3铝青铜密封面的堆焊302
6.2Cr13型密封面的堆焊305
6.2.1手工电弧堆焊305
6.2.2埋弧自动堆焊307
6.385号铬锰氮合金密封面堆焊308
6.3.1手工电弧堆焊308
6.3.2埋弧自动堆焊309
6.4钴基硬质合金堆焊311
6.4.1氧乙炔焰堆焊312
6.4.2手工电弧堆焊315
6.4.3手工钨极氩弧堆焊316
6.4.4排丝等离子弧堆焊317
6.5阀门密封面等离子弧堆焊319
6.5.1等离子弧堆焊材料319
6.5.2等离子弧堆焊工艺325
6.5.3常见堆焊缺陷及产生原因328
6.6阀门密封面氧乙炔焰喷焊329
6.6.1氧乙炔焰喷焊合金粉末329
6.6.2喷焊工艺330
6.6.3喷焊缺陷及防止措施331
6.7热丝TIG堆焊332
6.7.1概述332
6.7.2热丝TIG焊原理333
6.7.3堆焊操作面分析333
6.7.4焊接方法334
6.7.5磁偏吹334
6.7.6焊接专机335
第7章热喷涂技术在阀门密封面上的应用336
7.1热喷涂工艺及材料336
7.1.1热喷涂工艺的分类336
7.1.2热喷涂工艺的优缺点337
7.1.3热喷涂材料337
7.2镍包铝合金粉末在大型低压蝶阀上的应用339
7.2.1镍铝密封面的主要性能339
7.2.2镍铝涂层用于蝶阀的条件343
7.3镍基自熔性合金在低压蝶阀上的应用344
7.3.1基体及密封面材料344
7.3.2涂层的力学性能344
7.3.3抗腐蚀性344
7.3.4使用寿命345
7.4电弧喷涂技术在阀门上的应用前景345
7.4.1电弧喷涂的特点345
7.4.2电弧喷涂在阀门上的应用前景346
7.5超音速火焰喷涂在金属硬密封球阀中的应用347
7.5.1超音速火焰喷涂的特点347
7.5.2超音速火焰喷涂在金属硬密封球阀中的应用349
第8章阀门零件的热处理及表面处理352
8.1阀门壳体常用铸件毛坯的热处理352
8.1.1阀门壳体常用材料352
8.1.2灰口铸铁铸件的热处理353
8.1.3碳素钢铸件的热处理354
8.1.4耐热钢铸件的热处理355
8.1.5低温用铁素体铸钢件热处理356
8.1.6奥氏体不锈钢铸件的热处理356
8.2锻造和轧制件的热处理361
8.2.1常用钢锻造和轧制件的热处理361
8.2.2阀杆常用材料的热处理364
8.3钛及钛合金的热处理371
8.3.1钛的基本热处理371
8.3.2钛及钛合金的热处理371
8.4焊接及堆焊件消除应力热处理373
8.4.1堆焊件焊后热处理373
8.4.2焊接件焊后热处理376
8.4.3铸钢件焊补后的热处理378
8.5阀门零件的表面处理378
8.5.1现代表面技术概述378
8.5.2阀门零件的磷化处理380
8.5.3阀门零件的二硫化钼处理383
8.5.4阀门零件的化学镀处理385
第9章阀体类零件的加工391
9.1法兰直通式阀体的加工392
9.1.1结构特点及技术要求392
9.1.2工艺分析及典型工艺过程392
9.1.3主要表面或部位的加工方法396
9.1.4在数控机床及自动线上加工法兰直通式阀体413
9.2螺纹直通式阀体的加工416
9.2.1结构特点及技术要求416
9.2.2工艺分析及典型工艺过程416
9.2.3主要表面或部位的加工方法418
9.3螺纹角式阀体的加工422
9.3.1结构特点及技术要求422
9.3.2工艺分析及典型工艺过程422
9.3.3主要表面或部位的加工方法424
9.4旋塞阀阀体的加工429
9.4.1结构特点及技术要求429
9.4.2机械加工过程430
9.4.3锥孔的加工430
9.4.4压力平衡式旋塞阀阀体的加工432
9.5核级不锈钢锻件阀体的加工434
9.5.1结构特点及技术要求434
9.5.2加工工艺分析及典型工艺过程435
9.5.3核级阀门零件在制造过程中的清洁度控制436
9.6安全阀阀体的加工436
9.6.1单调节圈安全阀阀体的加工436
9.6.2双调节圈安全阀阀体的加工436
9.6.3双立柱式安全阀阀体的加工438
9.6.4加工中心上安全阀阀体的加工439
第10章阀盖类零件加工440
10.1框梁式阀盖的加工441
10.1.1结构特点及技术要求441
10.1.2工艺分析及典型工艺过程441
10.1.3主要表面或部位的加工方法442
10.2盔式阀盖的加工444
10.2.1结构特点及技术要求444
10.2.2机械加工过程445
10.2.3主要表面或部位的加工方法445
10.3堵盖式阀盖的加工446
10.3.1结构特点及技术要求446
10.3.2机械加工过程447
10.3.3主要表面或部位的加工方法447
10.3.4在组合机床上加工堵盖式阀盖447
10.4减压阀阀盖的加工448
10.4.1结构特点及技术要求448
10.4.2机械加工过程449
10.4.3斜孔的加工450
10.5大型平板闸阀阀盖的加工450
10.5.1结构特点及技术要求450
10.5.2机械加工过程450
10.6不锈钢锻件毛坯阀盖的加工451
10.6.1结构特点及技术要求451
10.6.2机械加工过程451
10.7安全阀阀盖的加工453
第11章关闭件加工454
11.1阀瓣的加工454
11.1.1截止阀阀瓣的加工455
11.1.2节流阀阀瓣的加工456
11.1.3减压阀阀瓣的加工457
11.2盘式关闭件的加工458
11.2.1楔式闸板的加工459
11.2.2止回阀阀瓣的加工470
11.2.3旋塞阀旋塞的加工471
第12章阀杆加工473
12.1阀杆的常用材料及技术要求473
12.1.1常用材料473
12.1.2技术要求473
12.2阀杆的结构特点及技术要求474
12.2.1阀杆的结构特点474
12.2.2阀杆的主要技术要求474
12.3阀杆的工艺分析及典型工艺过程474
12.3.1工艺分析474
12.3.2典型工艺过程475
12.4阀杆主要表面的加工方法476
12.4.1阀杆外圆柱表面的加工476
12.4.2阀杆密封锥面的加工478
12.4.3阀杆方槽的铣削478
12.5阀杆梯形螺纹的加工479
12.5.1阀杆梯形螺纹的车削479
12.5.2阀杆梯形螺纹的旋风切削481
12.5.3阀杆梯形螺纹的滚压484
12.6安全阀阀杆的加工485
12.6.1单调节圈安全阀阀杆的加工485
12.6.2双调节圈安全阀阀杆的加工487
第13章阀门其他零件加工489
13.1阀杆螺母的加工489
13.1.1结构特点及技术要求489
13.1.2机械加工490
13.2填料压盖的加工492
13.2.1结构特点及技术要求492
13.2.2机械加工过程493
13.2.3主要表面的加工方法493
13.3闸板架的加工494
13.3.1结构特点及技术要求494
13.3.2机械加工过程494
13.3.3主要表面的加工方法495
13.4摇杆的加工496
13.4.1结构特点及技术要求496
13.4.2机械加工过程497
13.4.3阀瓣孔的加工497
13.5支架的加工498
13.5.1结构特点及技术要求498
13.5.2机械加工过程499
13.5.3主要表面的加工方法499
13.6压盖螺母的加工500
13.6.1结构特点及技术要求500
13.6.2机械加工过程500
13.6.3主要表面的加工方法501
13.7金属阀座的加工501
13.7.1结构特点及技术要求501
13.7.2机械加工过程502
13.8旋启式止回阀挂架的加工504
13.8.1结构特点及技术要求504
13.8.2机械加工工艺过程505
13.8.3销轴孔的加工505
13.9安全阀阀瓣的加工505
13.9.1单调节圈安全阀阀瓣的加工505
13.9.2双调节圈安全阀阀瓣的加工507
13.9.3高温圈安全阀弹性阀瓣的加工507
13.10安全阀阀瓣座的加工508
13.11安全阀阀座的加工509
13.11.1单调节圈安全阀阀座的加工510
13.11.2双调节圈安全阀阀座的加工511
13.12安全阀反冲盘的加工512
第14章球阀制造工艺514
14.1球阀阀体的加工514
14.1.1结构特点和技术要求514
14.1.2工艺分析及典型工艺过程516
14.1.3主要表面或部位的加工方法519
14.1.4卧式加工中心加工球阀阀体520
14.2球体的加工524
14.2.1球体结构特点及技术要求524
14.2.2非金属密封球阀球体的典型工艺过程525
14.2.3金属密封球阀球体的典型工艺过程526
14.2.4球体的加工方法及工艺装备527
14.2.5金属硬密封球阀工艺过程中应该注意的问题530
14.2.6金属密封球阀硬化表面的加工531
14.2.7金属密封球阀球体的磨削531
14.2.8球面的滚压加工534
14.2.9球体的测量535
14.3阀座的加工537
14.3.1非金属阀座的加工537
14.3.2金属阀座的加工538
14.4金属密封球阀球体及阀座配研539
14.4.1球座配研的重要性539
14.4.2球座配研的方法539
14.4.3机床实现球座配研540
14.4.4精研磨球体超精密精研磨床541
14.5金属密封球阀的硬化工艺及公差要求541
14.5.1球体表面硬化处理工艺541
14.5.2密封面配对材料的选择542
14.5.3球体及阀座公差要求542
14.6偏心半球阀的制造工艺543
14.6.1阀体的加工543
14.6.2球体的加工544
14.6.3阀座的加工545
14.7V形球阀的制造工艺546
14.7.1V形球阀的结构特点546
14.7.2V形球体的加工546
第15章 蝶阀制造工艺547
15.1蝶阀阀体的加工547
15.1.1结构特点及技术要求547
15.1.2工艺分析及典型工艺过程549
15.1.3主要表面或部位的加工方法550
15.2蝶阀蝶板的加工551
15.2.1结构特点551
15.2.2技术要求552
15.2.3工艺分析及典型工艺过程553
15.3阀座的加工555
15.3.1中线型阀座555
15.3.2单偏心型阀座555
15.3.3双偏心型阀座555
15.3.4三偏心蝶阀阀座555
15.4数控加工技术在三偏心蝶阀加工上的应用556
15.4.1概述556
15.4.2三偏心蝶阀阀体的加工557
15.4.3三偏心蝶阀蝶板的加工561
15.4.4三偏心蝶阀密封圈的加工563
15.4.5三偏心蝶阀专用磨床565
第16章阀门密封面研磨、滚动珩磨及抛光567
16.1阀门密封面的研磨567
16.1.1研磨的加工原理和特点567
16.1.2研具569
16.1.3研磨剂576
16.1.4阀门密封面的手工研磨579
16.1.5阀门密封面的机械研磨587
16.1.6研磨中常见的质量问题及防止方法603
16.2阀门密封面的滚动珩磨603
16.2.1滚动珩磨加工的原理和特点604
16.2.2珩磨具605
16.2.3珩磨的润滑冷却液607
16.2.4几种常见密封面的珩磨608
16.3阀门密封面的磨料抛光610
16.3.1磨料抛光的原理610
16.3.2磨料抛光的类型610
16.4电解抛光(EP)617
16.4.1电解抛光原理617
16.4.2抛光液配方和操作规范618
16.4.3工艺操作说明619
16.5滚压抛光620
第17章橡胶衬里阀门制造工艺622
17.1橡胶衬里的分类622
17.2靠背材料624
17.2.1酚醛树脂624
17.2.2铝合金625
17.3橡胶衬里材料性能及选择625
17.3.1衬里常用橡胶性能625
17.3.2橡胶衬里选材627
17.4橡胶衬里的制造与施工628
17.4.1橡胶衬里的制造628
17.4.2热衬橡胶衬里施工629
17.5冷法衬胶蝶阀橡胶衬里阀座的检验631
17.5.1常用橡胶衬里的性能631
17.5.2常用橡胶衬里老化试验指标631
第18章氟塑料衬里阀门制造工艺632
18.1氟塑料632
18.1.1氟塑料的种类与特性632
18.1.2阀门衬里用氟塑料633
18.2氟塑料衬里阀门的种类与典型结构633
18.2.1楔式单闸板氟塑料衬里闸阀634
18.2.2阀瓣非平衡式氟塑料衬里截止阀634
18.2.3氟塑料衬里止回阀634
18.2.4氟塑料衬里球阀635
18.2.5氟塑料衬里蝶阀635
18.2.6氟塑料衬里旋塞阀635
18.2.7氟塑料衬里隔膜阀637
18.2.8氟塑料衬里调节阀637
18.2.9氟塑料衬里管件637
18.2.10氟塑料衬里过滤器638
18.2.11氟塑料衬里补偿器638
18.2.12氟塑料衬里视盅和视镜639
18.3氟塑料衬里阀门制造标准与要求639
18.3.1制造标准639
18.3.2内部结构特点640
18.3.3制造的一般要求642
18.4氟塑料衬里阀门衬里成形工艺645
18.4.1成形工艺645
18.4.2氟塑料衬里各种工艺综合比较649
18.4.3氟塑料衬里阀门衬里用模具651
18.5氟塑料衬里管件衬里成形工艺654
18.5.1模压衬里工艺654
18.5.2聚四氟乙烯(PTFE)松衬直管工艺654
18.6氟塑料衬里阀门与管件的检验与试验655
18.6.1毛坯质量检验655
18.6.2衬里前质量检验655
18.6.3衬里后质量检验656
18.6.4氟塑料衬里阀门与管件出厂压力试验656
18.6.5氟塑料衬里阀门与管件的型式试验657
18.6.6检验与试验用仪器、设备及人员要求657
第19章陶瓷阀门制造工艺658
19.1结构陶瓷的种类及特性658
19.1.1陶瓷的基本性能658
19.1.2阀门用结构陶瓷材料661
19.2陶瓷阀门的种类与典型结构661
19.2.1陶瓷球阀662
19.2.2陶瓷蝶阀663
19.2.3陶瓷闸阀664
19.3阀门用结构陶瓷材料制造工艺666
19.3.1结构陶瓷粉体制备工艺666
19.3.2结构陶瓷成形工艺666
19.3.3结构陶瓷烧结技术667
19.4陶瓷阀门的加工工艺667
19.4.1陶瓷球阀的陶瓷部件加工工艺667
19.4.2陶瓷蝶阀、陶瓷半球阀的陶瓷阀座加工工艺669
19.5陶瓷阀门制作及检验流程670
第20章阀门的配合精度和表面粗糙度671
20.1阀门的配合精度671
20.2阀门的表面粗糙度672
20.3典型阀门的配合精度和表面粗糙度674
20.3.1闸阀674
20.3.2截止阀674
20.3.3止回阀674
20.3.4球阀674
20.3.5蝶阀682
20.3.6柱塞阀682
20.3.7旋塞阀682
20.3.8隔膜阀685
20.3.9安全阀685
20.3.10减压阀686
20.3.11疏水阀687
第21章阀门的无损检测691
21.1无损检测技术概述691
21.1.1无损检测的定义及目的691
21.1.2无损检测的分类及特点692
21.2无损检测方法在阀门制造过程中的应用697
21.2.1射线检测在阀门中的应用697
21.2.2 超声波检测在阀门锻件中的应用698
21.2.3磁粉检测在阀门零件中的应用702
21.2.4渗透检测在阀门制造中的应用707
21.2.5其他无损检测方法在阀门制造过程中的应用710
21.3常见缺陷的种类及原因简析712
21.3.1铸件常见缺陷及原因712
21.3.2锻件常见缺陷及其产生原因713
21.3.3焊缝常见缺陷及其产生原因714
第22章阀门装配717
22.1阀门的装配原理717
22.1.1阀门装配的基本概念717
22.1.2阀门的几种装配方法717
22.2阀门的装配过程722
22.2.1装配前的准备工作723
22.2.2阀门的总装配723
22.3阀门装配工艺规程的编制723
22.3.1装配工艺卡片724
22.3.2装配系统图734
22.3.3装配工艺守则734
22.4核级阀门装配特殊要求734
22.4.1装配系统图735
22.4.2装配工艺守则736
22.5阀门装配工作的机械化737
22.5.1阀体喷丸清洗机737
22.5.2小型阀体清洗机738
22.5.3超声波气相清洗设备738
22.5.4风动扳手740
22.5.5电动扳手740
22.5.6扭力扳手740
22.6氧气用阀门的清洗741
22.6.1污染物的种类742
22.6.2清洗剂742
22.6.3清洗操作743
22.6.4清洗方法744
22.6.5检验746
22.6.6氧气阀门脱脂典型工艺规范747
22.7阀门部件的冷装配与热装配751
22.7.1阀门部件的冷装配751
22.7.2阀门部件的热装配753
第23章阀门的试验756
23.1概述756
23.2阀门的压力试验757
23.2.1阀门的压力试验标准757
23.2.2阀门压力试验的内容757
23.2.3阀门压力试验的一般要求761
23.3阀门的寿命试验762
23.4阀门的流量系数和流阻系数试验763
23.5阀门的耐火试验765
23.5.1耐火试验系统765
23.5.2高压试验767
23.5.3低压试验768
23.5.4操作试验768
23.6阀门的逸散性试验768
23.6.1阀门逸散性检测方法768
23.6.2阀杆密封泄漏量的测量769
23.6.3阀体密封泄漏量的测量769
23.7阀门的防静电试验770
23.8阀门的型式试验770
23.9常见阀门的试验772
23.9.1低温阀门的试验772
23.9.2真空阀门的试验774
23.9.3橡胶及塑料衬里阀门的试验775
23.9.4热塑性塑料阀门的试验776
23.9.5阀门执行机构的试验777
23.9.6安全阀的试验780
23.9.7减压阀的试验782
23.9.8疏水阀的试验783
23.10阀门试验设备783
23.10.1气动液压泵783
23.10.2顶压式试验台784
23.10.3夹压式试验台785
23.10.4液压法兰式阀门试验台786
23.10.5液压蝶阀试验台786
第24章阀门的涂漆787
24.1阀门涂漆的通用要求787
24.1.1表面处理787
24.1.2油漆涂装787
24.1.3通用油漆喷涂厚度788
24.1.4涂装注意事项788
24.1.5检验788
24.2常用油漆的涂装规范789
24.2.1Carboguard891油漆(卡宝佳得891)789
24.2.2Sigmakalon7402漆(环氧富锌底漆7402)789
24.2.3Sigmakalon7427漆(式码卡龙7427)790
24.2.4Sigmakalon7528漆(可覆涂聚氨酯面漆7528)791
24.2.5H06-4(702)环氧富锌防锈漆(Q/GHTD66)792
24.2.6842环氧云铁防锈漆(Q/GHTD081)794
24.2.7各色环氧面漆(Q/GHTD85)795
24.2.8Intergard400油漆797
24.2.9Interthan990油漆798
24.2.10E06-1(704)无机硅酸锌防锈底漆799
24.3埋地阀门涂漆规范800
24.3.1环氧煤沥青防腐蚀涂料800
24.3.2环氧沥青高氯化聚乙烯防腐蚀涂料802
24.3.3环氧煤沥青涂料在涂装上的应用803
第25章阀门的安装、维护及常见故障806
25.1阀门的安装806
25.1.1阀门的安装方向和位置806
25.1.2安装注意事项806
25.2阀门的维护与操作807
25.2.1阀门使用过程的保养与维护807
25.2.2阀门的操作808
25.3阀门常见故障及其处理809
25.3.1阀门外泄漏故障809
25.3.2阀门内泄漏故障812
25.3.3阀门动作功能故障812
前言/序言
“工匠精神”,在2016年的全国两会上,次出现在政府工作报告中。中国阀门行业要想独秀于世界阀门之林,就必须培养和积累“工匠精神”。基于此,为客观反映国内外现代工艺水平及发展方向,适应我国阀门制造业工艺发展的新形势、新要求;更为方便阀门技术工作者和工艺人员能够在生产中进行学习、借鉴和参考,不断提高阀门制造工艺技术水平,我们特组织行业内各专业的技术力量,编写了《阀门制造工艺手册》一书。
古人云:“工欲善其事,必先利其器”。制造工艺的提升,正是阀门从业者“利器”的过程。对比国内外阀门产品的质量性能,一定程度上反映出了本行业对制造工艺的重视程度。重大工程或重点阀位对进口阀门产品的依赖,“以国代进”的步履维艰,时时鞭策着我们——“临渊羡鱼,不如退而结网”。《阀门制造工艺手册》的编撰,正是“退而结网”的开篇。
作为一本综合性单行本的技术资料,本书既包含了铸造、锻造、热处理、焊接、表面处理及无损检测等特殊过程,又包含了各类阀门零部件的机械加工工艺及成品装配工艺过程。将阀门的机加工过程按照阀体类、阀盖类、关闭件类及阀杆类进行分组,其目的在于批量化生产时运用成组技术,不仅为形状复杂、结构特殊的零件提供了优化的工艺解决方案,同时为类似产品的加工工艺提供了借鉴案例。另外,针对金属密封球阀及双向金属密封三偏心蝶阀应用越来越广的现状,本书特将球阀和蝶阀单独列出章节,并重点介绍了金属密封球阀及双向金属密封三偏心蝶阀的制造工艺。
“阀门”作为流体控制的重要承压元件,其壳体的铸造质量对于阀门的可靠、安全运行起着决定性作用。为此,本书在编著时特别邀请行业权威专家——兰州高压阀门有限公司乐精华前辈及中船重工第725研究所余巍高级工程师,为本书撰写了铸钢及铸造高合金阀门铸造工艺章节。此外,为了保持全书的系统性,对有关工艺学的基础知识也作了简要介绍。
本书内容十分丰富,可供阀门行业各制造厂(公司)、大专院校师生更好地了解和掌握阀门的制造工艺。同时,对于阀门终端用户和设计院所了解阀门的生产加工过程也具有一定的参考价值。本书的出版发行,为阀门设计提供了具有新内容的技术参考资料,突出特点是实用性和可操作性,不失为阀门设计者及阀门工艺人员的重要参考书籍。
《阀门制造工艺手册》得以与读者见面,我们首先要感谢1984年机工版《阀门制造工艺》及2011年化工版《阀门制造工艺》的所有编写人员,正是他们对阀门制造技术的文字传承,才奠定了本书的基础。
为感谢行业内诸多文献提供的参考价值,我们特意将“参考文献”分列注明在各章节之后,可方便读者直接查阅、核对。
在本书的编写过程中,得到了江苏神通阀门股份有限公司、江苏竹箦阀业有限公司、上海华通阀门有限公司、保一集团有限公司、上海东方威尔阀门有限公司、浙江瓯明流体铸业有限公司、浙江正工阀门有限公司、浙江宇阀门有限公司、浙江斯帕克阀门有限公司、中阀控股(集团)有限公司、浙江群阀门有限公司、浙江天特阀门有限公司等单位的大力支持,为本书的编写创造了条件;龙江军、杨元平及杨海军等为本书绘制了大量样图、插图;另外,在编写出版过程中得到了化学工业出版社有关领导及专家的指导和帮助,化学工业出版社的资深编辑在审稿过程中提出了很多宝贵意见,在此一并表示衷心的感谢!
阀门制造工艺,必然离不开机床设备。纵使编者夜以继日、笔耕不辍,也难以让笔尖的文字跟上机床制造业飞速发展的步伐,尽管在编写过程中尽可能地收集了大量这方面的信息,但由于加工工艺涉及到的知识产权问题和出版时间的限制,以及编者水平所限,遗憾之处在所难免,敬请海涵。读者开卷有益,将是对编者的鼓励。
张清双
- 金粉商城 (微信公众号认证)
- 金粉商城由金属加工杂志社创办。《金属加工》(原名《机械工人》),创刊于1950年,距今已经有70年历史,是面向金属加工工艺及装备领域的专业期刊。金粉商城目前经营工业类专业图书。
- 扫描二维码,访问我们的微信店铺
- 随时随地的购物、客服咨询、查询订单和物流...









