工业机器人与现场总线网络技术 黄风 编著 自动化控制领域特别是机器人行业的工程师操作工人维护保养技术人员学习查阅图书籍
¥90.00
| 运费: | ¥ 0.00-15.00 |

商品详情
书名:工业机器人与现场总线网络技术
定价:128.0
ISBN:9787122356819
作者:黄风,,编著
版次:第1版
出版时间:2020-04
内容提要:
作者简介:
黄风,上海东行自动化公司,总工,高级工程师,黄风,男,1982年毕业于上海交通大学。从事工控及数控技术25年。长期在现场一线工作,主持各类型大小项目50余项。主要有:“大型曲轴热处理数控机床控制系统的技术开发”、 “激光切割数控机床的控制系统技术开发”“大型龙门泡沫铣床伺服双驱控制系统技术开发”“5轴同步印刷机控制系统的技术开发”“轧辊磨床数控系统技术改造”“双dao塔车床的数控系统技术改造”“进口钻削中心的数控系统技术改造”“冲齿机生产线数控系统技术开发”,现服务于香港东兴集团。任东兴集团总工程师。
目录:
第1 篇 现场总线网络技术
第1 章 CC-Link 现场总线概说 2
1.1 概说 2
1.2 技术术语解释 2
1.3 CC-Link 现场总线主要功能 3
1.4 CC-Link 现场总线配置 9
1.5 CC-Link 现场总线技术规格 9
1.6 CC-Link 现场总线zui长连接距离 10
第2 章 CC-Link 现场总线的基本功能 12
2.1 CC-Link 现场总线功能一览表 12
2.2 CC-Link 现场总线的基本功能 12
2.2.1 主站和远程I/O 站的通信 12
2.2.2 主站和远程设备站的通信 14
2.2.3 主站和局地站的通信 19
2.2.4 主站与智能设备站的通信 23
2.3 快捷功能 29
2.3.1 执行高速处理(执行中断程序条件) 29
2.3.2 启动电源就激活数据链接(自动CC-Link 启动) 29
2.4 瞬时传送功能 33
第3 章 CC-Link 现场总线的参数解说和设置 34
3.1 从参数设置到数据链接启动的步骤 34
3.1.1 CPU 参数区和主站参数存储器 34
3.1.2 从参数设置到数据链接启动的步骤 34
3.2 参数设置项目 35
3.3 参数设置样例 36
3.3.1 主站网络参数设置 37
3.3.2 通信缓冲区和自动更新缓冲区分配 41
第4 章 CC-Link 现场总线模块的安装及设置 43
4.1 启动数据链接之前的步骤 43
4.2 部件名称和设置 44
4.3 检查模块状态(硬件测试) 46
4.4 用CC-Link 专用电缆连接模块 46
4.4.1 连接 46
4.4.2 接线检查 47
4.5 开关设置 48
4.5.1 站号设置 48
4.5.2 传送速率和模式设置 49
4.6 检查连接状态(线路测试) 49
4.6.1 线路测试1 50
4.6.2 线路测试2 50
第5 章 CC-Link 通信所必需的编程准备 51
5.1 编程的目的 51
5.2 程序样例 51
5.3 编程可以使用的软元件 52
5.3.1 主站模块I/O 信号一览表 52
5.3.2 I/O 信号详述 53
5.4 缓存器 53
5.4.1 缓存器一览表 54
5.4.2 缓存器详述 54
5.5 特殊继电器和特殊寄存器(SB/SW) 59
5.5.1 特殊继电器(SB) 59
5.5.2 特殊寄存器(SW) 60
第6 章 主站和远程I/O 站之间的通信 62
6.1 系统配置 62
6.2 硬件开关设置 62
6.3 参数设置 64
6.4 编制PLC 程序 65
6.5 执行数据链接 67
第7 章 主站和远程设备站之间的通信 69
7.1 系统配置 69
7.2 硬件开关设置 69
7.3 参数设置 70
7.4 编制PLC 程序 73
7.5 执行数据链接 76
第8 章 主站和局地站之间的通信 78
8.1 系统配置 78
8.2 硬件开关设置 78
8.3 主站参数设置 79
8.4 局地站参数设置 81
8.5 编制PLC 程序 82
8.5.1 编程使用的软元件 82
8.5.2 实际编制的PLC 程序 85
8.6 执行数据链接 86
第2 篇 机器人在现场总线中的应用
第9 章 机器人CC-Link 接口卡的应用技术 90
9.1 机器人在现场总线中的位置 90
9.2 CC-Link 接口卡TZ-576 一般技术规格 90
9.3 在CC-Link 现场总线中机器人可使用的输入输出点数 91
9.4 CC-Link 中使用的机器人参数 93
9.4.1 与CC-Link 相关的机器人参数 93
9.4.2 参数详解 93
9.5 CC-Link 中使用的机器人程序指令 97
9.5.1 CC-Link 中使用的机器人程序指令一览 97
9.5.2 输入信号状态 97
9.5.3 输出信号状态 98
9.5.4 M_DIn/M_DOut——读取/写入CC-Link 远程寄存器 99
9.6 CC-Link 接口卡硬件 99
9.7 连接和配线 101
9.7.1 安装CC-Link 接口卡到机器人控制器 101
9.7.2 CC-Link 专用电缆与CC-Link 主站间的连接 102
9.7.3 多台机器人CC-Link 接口卡通信电缆配线 103
第10 章 编制通信程序 104
10.1 系统配置 104
10.2 编程准备 104
10.2.1 机器人总的输入输出信号地址段的分配 104
10.2.2 控制信号的传递过程 105
10.2.3 主站和机器人的信号映射 107
10.3 设置CC-Link 主站的参数 108
10.4 设置机器人控制器一侧的参数 110
10.4.1 与CC-Link 相关的机器人参数 110
10.4.2 设置机器人输入输出参数 112
10.5 编制CC-Link 主站的梯形图程序 113
10.5.1 梯形图程序的流程图 113
10.5.2 使用的软元件 113
10.6 编制PLC 梯形图程序 115
10.7 编制机器人运动程序 117
10.8 通过主站启动机器人程序1号 117
第11 章 故障报警及排除 118
11.1 可能发生故障 118
11.2 机器人CC-Link 卡故障报警一览 121
11.3 发生7730/7750故障(数据链接异常)时的处理方法 122
11.4 CC-Link 初始化异常的处理方法 122
第12 章 CC-Link 现场总线联网控制的多台机器人在装配生产线上的应用 123
12.1 项目及客户要求 123
12.2 解决方案 123
12.3 主站参数设置 124
12.4 各从站参数设置 126
12.5 编制PLC 程序 126
12.5.1 机器人从站使用的输入输出信号 126
12.5.2 各站信号传递过程 128
12.5.3 各站机器人参数设置 131
12.5.4 主PLC CPU 中的Y 信号与机器人操作信号的关系 133
12.5.5 各远程I/O 站的输入输出信号 134
12.5.6 主站控制信号 135
12.6 编制PLC 程序 136
第3 篇 工业机器人与触摸屏的连接
第13 章 工业机器人与触摸屏的直连应用 142
13.1 概说 142
13.2 GOT 与机器人控制器的连接及通信参数设置 142
13.2.1 GOT 与机器人控制器的连接 142
13.2.2 GOT 机种选择 142
13.2.3 GOT 一侧通信参数设置 142
13.2.4 机器人一侧通信参数的设置 143
13.3 工业触摸屏操作画面的制作 145
13.3.1 GOT 器件与机器人I/O 地址的对应关系 145
13.3.2 “输入输出点”器件制作方法 147
13.4 程序号的设置与显示 147
13.4.1 程序号的选择设置 148
13.4.2 程序号输出 149
13.5 速度倍率的设置和显示 149
13.5.1 速度倍率的设置 149
13.5.2 速度倍率输出 150
13.6 机器人工作状态的读出及监视 151
13.7 点动操作JOG 画面制作 152
第4 篇 工业机器人在以太网联网控制中的应用
第14 章 以太网联网应用的基础知识 156
14.1 基本准备知识 156
14.1.1 部分网络常用术语 156
14.1.2 以太网常用术语 156
14.1.3 传输协议 162
14.2 机器人相关技术术语 164
第15 章 以太网的连接和参数设置 165
15.1 以太网电缆的连接 165
15.2 参数的设定 165
15.2.1 以太网参数一览表 165
15.2.2 各参数的详细解说 167
15.2.3 参数设置样例 170
15.3 连接检查 173
第16 章 机器人的编程及通信 174
16.1 控制器通信功能 174
16.1.1 连接控制器与计算机 174
16.1.2 计算机的网络参数的设定 174
16.1.3 设置控制器参数 174
16.1.4 编程软件的通信设定 175
16.1.5 通信 175
16.2 程序的编制调试管理 176
16.2.1 编制程序 176
16.2.2 程序的管理 182
16.2.3 样条曲线的编制和保存 184
16.2.4 程序的调试 185
16.3 参数设置 187
16.3.1 使用参数一览表 187
16.3.2 按功能分类设置参数 187
16.4 监视“机器人工作状态” 191
16.4.1 动作监视 191
16.4.2 信号监视 192
16.4.3 运行监视 193
第17 章 计算机与机器人的数据链接功能 195
17.1 数据链接功能的执行流程 195
17.2 设置参数 196
17.3 数据链接中机器人的相关编程指令 196
17.3.1 Open 指令 196
17.3.2 Print 输出数据指令 197
17.3.3 Input 输入数据指令 198
17.3.4 Close 关闭指令 198
17.3.5 M_Open 通信线路COM1~COM8的连接状态 199
17.3.6 C_COM 设置通信线路参数 200
17.4 启动样本程序 201
17.5 通信 202
17.6 结束 202
17.7 计算机样例程序 202
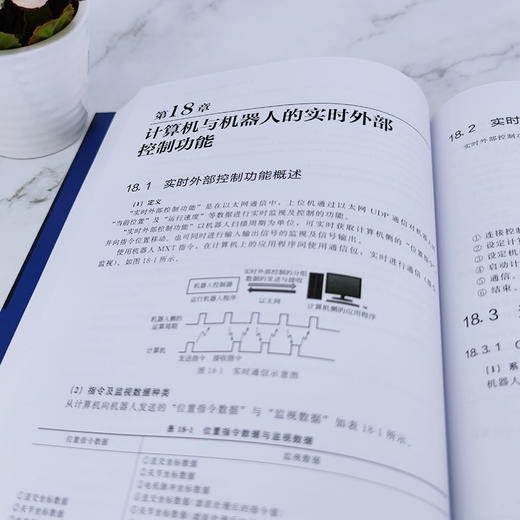
第18 章 计算机与机器人的实时外部控制功能 216
18.1 实时外部控制功能概述 216
18.2 实时外部控制功能的操作流程 217
18.3 连接与设置 217
18.3.1 CR800系列 217
18.3.2 CR75x 系列 218
18.4 MXT 指令 219
18.5 通信数据包说明 220
18.5.1 通信数据包 220
18.5.2 分组数据类型(数据结构) 223
18.5.3 可监视的数据 227
18.5.4 相关参数 228
18.6 启动样本程序 229
18.7 监视的开始/结束 229
18.8 计算机样例程序 229
第19 章 SLMP 链接——无缝信息链接 241
19.1 SLMP 功能概说 241
19.2 技术规格 241
19.2.1 SLMP 的规格 241
19.2.2 参数 241
19.3 SLMP 通信步骤 242
19.3.1 使用TCP/IP 协议 242
19.3.2 使用UDP/IP 协议 243
19.4 报文格式 244
19.4.1 请求指令报文 244
19.4.2 响应报文 246
19.5 SLMP 指令 248
19.5.1 指令一览 248
19.5.2 读/写指令 249
19.5.3 测试指令Self Test 278
19.6 结束代码 281
第20 章 机器人编程指令的详细说明 282
20.1 动作控制类型指令 282
20.1.1 Mov——关节插补 283
20.1.2 Mvs——直线插补 284
20.1.3 Mvr——圆弧插补 285
20.1.4 Mvr2——2点圆弧插补 286
20.1.5 Mvr3——3点圆弧插补 286
20.1.6 Mvc——真圆插补 287
20.1.7 MvTune——工作模式选择 288
20.1.8 Ovrd——速度倍率设置 288
20.1.9 Spd——速度设置指令 289
20.1.10 JOvrd——设置关节轴旋转速度的倍率 289
20.1.11 Cnt——连续轨迹运行指令 289
20.1.12 Accel——设置加减速阶段的“加减速度倍率” 291
20.1.13 Cmp Jnt——指定关节轴进入“柔性控制状态” 291
20.1.14 Cmp Pos——直角坐标型柔性伺服控制 292
20.1.15 Cmp Tool——TooL 坐标型柔性伺服控制 292
20.1.16 Cmp Off——柔性伺服控制无效 292
20.1.17 Cmp G——设置柔性控制时各轴的增益 293
20.1.18 Mxt 294
20.1.19 Oadl——佳加减速模式选择指令 294
20.1.20 LoadSet——抓手编号及工件编号指令 295
20.1.21 Prec——“高精度模式”选择指令 295
20.1.22 Torq——转矩限制值设置指令 296
20.1.23 Fine——定位精度设置指令 296
20.1.24 Fine J——旋转定位精度设置指令 297
20.1.25 Fine P——以直线距离设置定位精度 297
20.1.26 Servo——指令伺服电机电源的ON/OFF 297
20.1.27 Wth ——在插补动作时附加处理的指令 298
20.1.28 WthIf——在插补动作中带有附加条件的附加处理指令 298
20.2 程序控制流程相关的指令 298
20.2.1 Rem——标记字符串 299
20.2.2 If…Then…Else…EndIf——根据条件执行程序分支跳转的指令 300
20.2.3 Select Case——根据不同的条件选择执行不同的程序块 302
20.2.4 GoTo——无条件跳转指令 303
20.2.5 GoSub——调用指定“标记”的子程序指令 304
20.2.6 Reset Err——报警复位指令 304
20.2.7 CallP——调用子程序指令 304
20.2.8 FPrm——定义子程序中使用的“自变量” 306
20.2.9 Dly——暂停时间设置指令 306
20.2.10 Hlt——暂停执行程序指令 307
20.2.11 On…GoTo——不同条件下跳转到不同程序分支处的指令 307
20.2.12 On…GoSub——根据不同的条件调用不同的子程序 308
20.2.13 While…WEnd——循环指令 309
20.2.14 Open——定义及打开某一文件指令 310
20.2.15 Print——输出数据指令 310
20.2.16 Input——文件输入指令 311
20.2.17 Close——关闭文件 312
20.2.18 ColChk——碰撞检测功能有效/无效指令 312
20.2.19 On Com GoSub——根据外部通信口信息调用子程序指令 314
20.2.20 Com On/Com Off/Com Stop——开启/关闭/停止外部通信口指令 314
20.2.21 HOpen/HClose——抓手打开/关闭指令 314
20.2.22 Error——发出报警信号指令 315
20.2.23 Skip——跳转指令 315
20.2.24 Wait——等待指令 315
20.2.25 Clr——清零指令 316
20.2.26 End—程序段结束指令 316
20.2.27 For Next——循环指令 317
20.2.28 Return——子程序/中断程序结束及返回 317
20.2.29 Label——标签 318
20.3 定义指令 318
20.3.1 Dim——定义数组 319
20.3.2 Def Plt——定义“托盘结构”指令 319
20.3.3 Plt——Pallet 指令 322
20.3.4 Def Act——定义中断程序 323
20.3.5 ACT——设置中断程序的有效工作区间 325
20.3.6 Def Jnt——定义关节型变量 325
20.3.7 Def Pos——定义直交型变量 326
20.3.8 Def Float/Def Double/Def Inte/Def Long——定义变量的数值类型 326
20.3.9 Def Char——对字符串类型的变量进行定义 327
20.3.10 Def IO——定义输入输出变量 327
20.3.11 Def FN——定义任意函数 328
20.3.12 Tool——TOOL 数据的指令 329
20.3.13 Base——设置一个新的“世界坐标系” 329
20.3.14 Title——以文本形式显示程序内容的指令 330
20.3.15 赋值指令 330
20.4 多任务相关指令 331
20.4.1 XLoad——加载程序指令 331
20.4.2 XRun——程序启动指令 332
20.4.3 XStp——程序停止指令 332
20.4.4 XRst——程序复位指令 333
20.4.5 XClr——解除某任务区的程序选择状态指令 333
20.4.6 GetM——指定获取机器人控制权指令 333
20.4.7 RelM——解除机器人控制权指令 334
20.4.8 Priority——设置各任务区程序的执行行数指令 335
20.4.9 Reset Err——报警复位指令 335
第21 章 机器人的状态变量 336
21.1 C~J 状态变量 336
21.1.1 C_Date——当前日期(年/月/日) 336
21.1.2 C_Maker——制造商信息 336
21.1.3 C_Mecha——机器人型号 336
21.1.4 C_Prg——已经选择的程序号 337
21.1.5 C_Time——当前时间(以24小时显示时/分/秒) 337
21.1.6 C_User——用户参数“USERMSG”所设置的数据 337
21.1.7 J_Curr——各关节轴的当前位置数据 338
21.1.8 J_ColMxl——碰撞检测中“推测转矩”与“实际转矩”之差的大值 338
21.1.9 J_ECurr——当前编码器脉冲数 340
21.1.10 J_Fbc/J_AmpFbc——关节轴的当前位置/关节轴的当前电流值 341
21.1.11 J_Origin——原点位置数据 341
21.2 M 开头的状态变量 341
21.2.1 M_Acl/M_DAcl/M_NAcl/M_NDAcl/M_AclSts 341
21.2.2 M_BsNo——当前基本坐标系编号 342
21.2.3 M_BrkCq——Break 指令的执行状态 342
21.2.4 M_BTime——电池可工作时间 343
21.2.5 M_CavSts——发生干涉的机器人CPU 号 343
21.2.6 M_CmpDst——伺服柔性控制状态下,指令值与实际值之差 343
21.2.7 M_CmpLmt——伺服柔性控制状态下,指令值是否超出限制 344
21.2.8 M_ColSts——碰撞检测结果 344
21.2.9 M_Cstp——检测程序是否处于“循环停止中” 345
21.2.10 M_Cys——检测程序是否处于“循环中” 345
21.2.11 M_DIn/M_DOut——读取/写入CC-Link 定义的远程寄存器的数据 345
21.2.12 M_Err/M_ErrLvl/M_ErrNo——报警信息 346
21.2.13 M_Exp——自然对数 346
21.2.14 M_Fbd——指令位置与反馈位置之差 346
21.2.15 M_G——重力常数(9.80665) 347
21.2.16 M_HndCq——抓手输入信号状态 347
21.2.17 M_In/M_Inb/M_In8/M_Inw/M_In16——输入信号状态 347
21.2.18 M_In32——输入32位外部数据 348
21.2.19 M_JOvrd/M_NJOvrd/M_OPovrd/M_Ovrd/M_NOvrd——速度倍率值 348
21.2.20 M_Line——当前执行的程序行号 349
21.2.21 M_LdFact——各轴的负载率 349
21.2.22 M_Mode——操作面板的当前工作模式 350
21.2.23 M_On/M_Off——ON/OFF 状态 350
21.2.24 M_Open——被打开文件的状态 350
21.2.25 M_Out/M_Outb/M_Out8/M_Outw/M_Out16——输出信号状态(指定输出或读取输出信号状态) 351
21.2.26 M_Out32——向外部输出或读取32位的数据 352
21.2.27 M_PI——圆周率 352
21.2.28 M_Psa——任务区的程序是否为可选择状态 352
21.2.29 M_Ratio——(在插补移动过程中)当前位置与目标位置的比率 353
21.2.30 M_RDst——(在插补移动过程中)距离目标位置的“剩余距离” 353
21.2.31 M_Run——任务区内程序执行状态 353
21.2.32 M_SetAdl——设置指定轴的加减速时间比例(注意不是状态值) 353
21.2.33 M_SkipCq——Skip 指令的执行状态 354
21.2.34 M_Spd/M_NSpd/M_RSpd——插补速度 354
21.2.35 M_Svo——伺服电机电源状态 355
21.2.36 M_Timer——计时器(以ms 为单位) 355
21.2.37 M_Tool——设定或读取TOOL 坐标系的编号 355
21.2.38 M_Uar——机器人任务区域编号 356
21.2.39 M_Uar32——机器人任务区域状态 356
21.2.40 M_UDevW/M_UDevD——多CPU 之间的数据读取及写入指令 356
21.2.41 M_Wai——任务区内的程序执行状态 357
21.2.42 M_XDev/M_XDevB/M_XDevW/M_XDevD——PLC 输入信号数据 357
21.2.43 M_YDev/M_YDevB/M_YDevW/M_YDevD——PLC 输出信号数据 358
21.3 P 开头状态变量 359
21.3.1 P_Base/P_NBase——基本坐标系偏置值 359
21.3.2 P_CavDir——机器人发生干涉碰撞时的位置数据 359
21.3.3 P_ColDir——机器人发生干涉碰撞时的位置数据 360
21.3.4 P_Curr——当前位置(X,Y,Z,A,B,C,L1,L2)(FL1,FL2) 360
21.3.5 P_Fbc——以伺服反馈脉冲表示的当前位置(X,Y,Z,A,B,C,L1,L2)(FL1,FL2) 361
21.3.6 P_Safe——待避点位置 361
21.3.7 P_Tool/P_NTool——TOOL 坐标系数据 361
21.3.8 P_WkCord——设置或读取当前“工件坐标系”数据 361
21.3.9 P_Zero——零点[(0,0,0,0,0,0,0,0)(0,0)] 362
第22 章 编程指令中使用的函数 363
22.1 A 起首字母 363
22.1.1 Abs——求绝对值 363
22.1.2 Align——坐标轴转换 363
22.1.3 Asc——求字符串的ASCII 码 364
22.1.4 Atn/Atn2——(余切函数)计算余切 364
22.2 B 起首字母 364
22.2.1 Bin$ ——将数据变换为二进制字符串 364
22.3 C 起首字母 365
22.3.1 CalArc——圆弧运算 365
22.3.2 Chr$ ——将ASCII 码变换为“字符” 365
22.3.3 CInt——将数据四舍五入后取整 366
22.3.4 CkSum——进行字符串的“和校验”计算 366
22.3.5 Cos——余弦函数(求余弦) 366
22.3.6 Cvi——对字符串的起始2个字符进行ASCII 码转换为整数 367
22.3.7 Cvs——将字符串的起始4个字符的ASCII 码转换为单精度实数 367
22.3.8 Cvd——将字符串的起始8个字符的ASCII 码转换为双精度实数 367
22.4 D 起首字母 367
22.4.1 Deg——将角度单位从弧度(rad)变换为度(deg) 367
22.4.2 Dist——求2点之间的距离(mm) 368
22.5 E 起首字母 368
22.5.1 Exp——计算e 为底的指数函数 368
22.5.2 Fix——计算数据的整数部分 368
22.5.3 Fram——建立坐标系 368
22.6 H 起首字母 369
22.6.1 Hex$ ——将16 进制数据转换为“字符串” 369
22.7 I 开头 369
22.7.1 Int——计算数据大值的整数 369
22.7.2 Inv——对位置数据进行“反向变换” 370
22.8 J 起首字母 370
22.8.1 JtoP——将关节位置数据转成“直角坐标系数据” 370
22.9 L 起首字母 371
22.9.1 Left$ ——按指定长度截取字符串 371
22.9.2 Len——计算字符串的长度(字符个数) 371
22.9.3 Ln——计算自然对数(以e 为底的对数) 371
22.9.4 Log——计算常用对数(以10为底的对数) 371
22.10 M 起首字母 372
22.10.1 Max——计算大值 372
22.10.2 Mid$ ——根据设定求字符串的部分长度的字符 372
22.10.3 Min——求zui小值 372
22.10.4 Mirror$ ——字符串计算 372
22.10.5 Mki$ ——字符串计算 373
22.10.6 Mks$ ——字符串计算 373
22.10.7 Mkd$ ——字符串计算 373
22.11 P 起首字母 374
22.11.1 PosCq——检查给出的位置点是否在允许动作区域内 374
22.11.2 PosMid——求出2点之间做直线插补的中间位置点 374
22.11.3 PtoJ——将直交型位置数据转换为关节型数据 374
22.12 R 起首字母 375
22.12.1 Rad——将角度(deg)单位转换为弧度单位(rad) 375
22.12.2 Rdfl1——将形位(Pose)结构标志用“字符”“R”/“L”、“A”/“B”、“N”/“F”表示 375
22.12.3 Rdfl2——求指定关节轴的“旋转圈数” 375
22.12.4 Rnd——产生一个随机数 376
22.12.5 Right$ ——从字符串右端截取“指定长度”的字符串 376
22.13 S 起首字母 377
22.13.1 Setfl1——变更指定“位置点”的“形位(Pose)结构标志FL1” 377
22.13.2 Setfl2——变更指定“位置点”的“形位(Pose)结构标志FL2”——旋转圈数 377
22.13.3 SetJnt——设置各关节变量的值 378
22.13.4 SetPos——设置直交型位置变量数值 378
22.13.5 Sgn——求数据的符号 379
22.13.6 Sin——求正弦值 379
22.13.7 Sqr——求平方根 379
22.13.8 Strpos——在字符串里检索“指定的字符串”的位置 379
22.13.9 Str$ ——将数据转换为“十进制字符串” 380
22.14 T 起首字母 380
22.14.1 Tan——求正切 380
22.15 V 起首字母 380
22.15.1 Val——将字符串转换为“数值” 380
22.16 Z 起首字母 381
22.16.1 Zone——检查指定的位置点是否进入指定的区域 381
22.16.2 Zone2——检查指定的位置点是否进入指定的区域(圆筒型) 381
22.16.3 Zone3——检查指定的位置点是否进入指定的区域(长方体) 382
参考文献 383
定价:128.0
ISBN:9787122356819
作者:黄风,,编著
版次:第1版
出版时间:2020-04
内容提要:

工业以太网是当前自动控制工程中广泛应用的技术,一个项目中通常有大量的机器人通过以太网联网使用。本书是一本综合性的工业机器人在现场总线以及工业以太网中应用的技术手册,重点介绍了机器人联网使用后的各种应用功能,对通信格式、参数设置、数据链接、实时控制都有详细说明,提供了编程样例,以及无缝信息链接SLMP技术,具有重要的实际参考价值。全书以CC-Link总线为代表,介绍了现场总线的技术规范,包括主从站连接、参数设置、PLC编程,列举了许多工业机器人在现场总线中的应用案例和机器人与触摸屏的连接使用案例。 本书适用于自动化控制领域特别是机器人行业的工程师、操作工人、维护保养技术人员学习查阅,也可供高等院校的教师和相关专业的学生学习参考。
作者简介:
黄风,上海东行自动化公司,总工,高级工程师,黄风,男,1982年毕业于上海交通大学。从事工控及数控技术25年。长期在现场一线工作,主持各类型大小项目50余项。主要有:“大型曲轴热处理数控机床控制系统的技术开发”、 “激光切割数控机床的控制系统技术开发”“大型龙门泡沫铣床伺服双驱控制系统技术开发”“5轴同步印刷机控制系统的技术开发”“轧辊磨床数控系统技术改造”“双dao塔车床的数控系统技术改造”“进口钻削中心的数控系统技术改造”“冲齿机生产线数控系统技术开发”,现服务于香港东兴集团。任东兴集团总工程师。
目录:
第1 篇 现场总线网络技术
第1 章 CC-Link 现场总线概说 2
1.1 概说 2
1.2 技术术语解释 2
1.3 CC-Link 现场总线主要功能 3
1.4 CC-Link 现场总线配置 9
1.5 CC-Link 现场总线技术规格 9
1.6 CC-Link 现场总线zui长连接距离 10
第2 章 CC-Link 现场总线的基本功能 12
2.1 CC-Link 现场总线功能一览表 12
2.2 CC-Link 现场总线的基本功能 12
2.2.1 主站和远程I/O 站的通信 12
2.2.2 主站和远程设备站的通信 14
2.2.3 主站和局地站的通信 19
2.2.4 主站与智能设备站的通信 23
2.3 快捷功能 29
2.3.1 执行高速处理(执行中断程序条件) 29
2.3.2 启动电源就激活数据链接(自动CC-Link 启动) 29
2.4 瞬时传送功能 33
第3 章 CC-Link 现场总线的参数解说和设置 34
3.1 从参数设置到数据链接启动的步骤 34
3.1.1 CPU 参数区和主站参数存储器 34
3.1.2 从参数设置到数据链接启动的步骤 34
3.2 参数设置项目 35
3.3 参数设置样例 36
3.3.1 主站网络参数设置 37
3.3.2 通信缓冲区和自动更新缓冲区分配 41
第4 章 CC-Link 现场总线模块的安装及设置 43
4.1 启动数据链接之前的步骤 43
4.2 部件名称和设置 44
4.3 检查模块状态(硬件测试) 46
4.4 用CC-Link 专用电缆连接模块 46
4.4.1 连接 46
4.4.2 接线检查 47
4.5 开关设置 48
4.5.1 站号设置 48
4.5.2 传送速率和模式设置 49
4.6 检查连接状态(线路测试) 49
4.6.1 线路测试1 50
4.6.2 线路测试2 50
第5 章 CC-Link 通信所必需的编程准备 51
5.1 编程的目的 51
5.2 程序样例 51
5.3 编程可以使用的软元件 52
5.3.1 主站模块I/O 信号一览表 52
5.3.2 I/O 信号详述 53
5.4 缓存器 53
5.4.1 缓存器一览表 54
5.4.2 缓存器详述 54
5.5 特殊继电器和特殊寄存器(SB/SW) 59
5.5.1 特殊继电器(SB) 59
5.5.2 特殊寄存器(SW) 60
第6 章 主站和远程I/O 站之间的通信 62
6.1 系统配置 62
6.2 硬件开关设置 62
6.3 参数设置 64
6.4 编制PLC 程序 65
6.5 执行数据链接 67
第7 章 主站和远程设备站之间的通信 69
7.1 系统配置 69
7.2 硬件开关设置 69
7.3 参数设置 70
7.4 编制PLC 程序 73
7.5 执行数据链接 76
第8 章 主站和局地站之间的通信 78
8.1 系统配置 78
8.2 硬件开关设置 78
8.3 主站参数设置 79
8.4 局地站参数设置 81
8.5 编制PLC 程序 82
8.5.1 编程使用的软元件 82
8.5.2 实际编制的PLC 程序 85
8.6 执行数据链接 86
第2 篇 机器人在现场总线中的应用
第9 章 机器人CC-Link 接口卡的应用技术 90
9.1 机器人在现场总线中的位置 90
9.2 CC-Link 接口卡TZ-576 一般技术规格 90
9.3 在CC-Link 现场总线中机器人可使用的输入输出点数 91
9.4 CC-Link 中使用的机器人参数 93
9.4.1 与CC-Link 相关的机器人参数 93
9.4.2 参数详解 93
9.5 CC-Link 中使用的机器人程序指令 97
9.5.1 CC-Link 中使用的机器人程序指令一览 97
9.5.2 输入信号状态 97
9.5.3 输出信号状态 98
9.5.4 M_DIn/M_DOut——读取/写入CC-Link 远程寄存器 99
9.6 CC-Link 接口卡硬件 99
9.7 连接和配线 101
9.7.1 安装CC-Link 接口卡到机器人控制器 101
9.7.2 CC-Link 专用电缆与CC-Link 主站间的连接 102
9.7.3 多台机器人CC-Link 接口卡通信电缆配线 103
第10 章 编制通信程序 104
10.1 系统配置 104
10.2 编程准备 104
10.2.1 机器人总的输入输出信号地址段的分配 104
10.2.2 控制信号的传递过程 105
10.2.3 主站和机器人的信号映射 107
10.3 设置CC-Link 主站的参数 108
10.4 设置机器人控制器一侧的参数 110
10.4.1 与CC-Link 相关的机器人参数 110
10.4.2 设置机器人输入输出参数 112
10.5 编制CC-Link 主站的梯形图程序 113
10.5.1 梯形图程序的流程图 113
10.5.2 使用的软元件 113
10.6 编制PLC 梯形图程序 115
10.7 编制机器人运动程序 117
10.8 通过主站启动机器人程序1号 117
第11 章 故障报警及排除 118
11.1 可能发生故障 118
11.2 机器人CC-Link 卡故障报警一览 121
11.3 发生7730/7750故障(数据链接异常)时的处理方法 122
11.4 CC-Link 初始化异常的处理方法 122
第12 章 CC-Link 现场总线联网控制的多台机器人在装配生产线上的应用 123
12.1 项目及客户要求 123
12.2 解决方案 123
12.3 主站参数设置 124
12.4 各从站参数设置 126
12.5 编制PLC 程序 126
12.5.1 机器人从站使用的输入输出信号 126
12.5.2 各站信号传递过程 128
12.5.3 各站机器人参数设置 131
12.5.4 主PLC CPU 中的Y 信号与机器人操作信号的关系 133
12.5.5 各远程I/O 站的输入输出信号 134
12.5.6 主站控制信号 135
12.6 编制PLC 程序 136
第3 篇 工业机器人与触摸屏的连接
第13 章 工业机器人与触摸屏的直连应用 142
13.1 概说 142
13.2 GOT 与机器人控制器的连接及通信参数设置 142
13.2.1 GOT 与机器人控制器的连接 142
13.2.2 GOT 机种选择 142
13.2.3 GOT 一侧通信参数设置 142
13.2.4 机器人一侧通信参数的设置 143
13.3 工业触摸屏操作画面的制作 145
13.3.1 GOT 器件与机器人I/O 地址的对应关系 145
13.3.2 “输入输出点”器件制作方法 147
13.4 程序号的设置与显示 147
13.4.1 程序号的选择设置 148
13.4.2 程序号输出 149
13.5 速度倍率的设置和显示 149
13.5.1 速度倍率的设置 149
13.5.2 速度倍率输出 150
13.6 机器人工作状态的读出及监视 151
13.7 点动操作JOG 画面制作 152
第4 篇 工业机器人在以太网联网控制中的应用
第14 章 以太网联网应用的基础知识 156
14.1 基本准备知识 156
14.1.1 部分网络常用术语 156
14.1.2 以太网常用术语 156
14.1.3 传输协议 162
14.2 机器人相关技术术语 164
第15 章 以太网的连接和参数设置 165
15.1 以太网电缆的连接 165
15.2 参数的设定 165
15.2.1 以太网参数一览表 165
15.2.2 各参数的详细解说 167
15.2.3 参数设置样例 170
15.3 连接检查 173
第16 章 机器人的编程及通信 174
16.1 控制器通信功能 174
16.1.1 连接控制器与计算机 174
16.1.2 计算机的网络参数的设定 174
16.1.3 设置控制器参数 174
16.1.4 编程软件的通信设定 175
16.1.5 通信 175
16.2 程序的编制调试管理 176
16.2.1 编制程序 176
16.2.2 程序的管理 182
16.2.3 样条曲线的编制和保存 184
16.2.4 程序的调试 185
16.3 参数设置 187
16.3.1 使用参数一览表 187
16.3.2 按功能分类设置参数 187
16.4 监视“机器人工作状态” 191
16.4.1 动作监视 191
16.4.2 信号监视 192
16.4.3 运行监视 193
第17 章 计算机与机器人的数据链接功能 195
17.1 数据链接功能的执行流程 195
17.2 设置参数 196
17.3 数据链接中机器人的相关编程指令 196
17.3.1 Open 指令 196
17.3.2 Print 输出数据指令 197
17.3.3 Input 输入数据指令 198
17.3.4 Close 关闭指令 198
17.3.5 M_Open 通信线路COM1~COM8的连接状态 199
17.3.6 C_COM 设置通信线路参数 200
17.4 启动样本程序 201
17.5 通信 202
17.6 结束 202
17.7 计算机样例程序 202
第18 章 计算机与机器人的实时外部控制功能 216
18.1 实时外部控制功能概述 216
18.2 实时外部控制功能的操作流程 217
18.3 连接与设置 217
18.3.1 CR800系列 217
18.3.2 CR75x 系列 218
18.4 MXT 指令 219
18.5 通信数据包说明 220
18.5.1 通信数据包 220
18.5.2 分组数据类型(数据结构) 223
18.5.3 可监视的数据 227
18.5.4 相关参数 228
18.6 启动样本程序 229
18.7 监视的开始/结束 229
18.8 计算机样例程序 229
第19 章 SLMP 链接——无缝信息链接 241
19.1 SLMP 功能概说 241
19.2 技术规格 241
19.2.1 SLMP 的规格 241
19.2.2 参数 241
19.3 SLMP 通信步骤 242
19.3.1 使用TCP/IP 协议 242
19.3.2 使用UDP/IP 协议 243
19.4 报文格式 244
19.4.1 请求指令报文 244
19.4.2 响应报文 246
19.5 SLMP 指令 248
19.5.1 指令一览 248
19.5.2 读/写指令 249
19.5.3 测试指令Self Test 278
19.6 结束代码 281
第20 章 机器人编程指令的详细说明 282
20.1 动作控制类型指令 282
20.1.1 Mov——关节插补 283
20.1.2 Mvs——直线插补 284
20.1.3 Mvr——圆弧插补 285
20.1.4 Mvr2——2点圆弧插补 286
20.1.5 Mvr3——3点圆弧插补 286
20.1.6 Mvc——真圆插补 287
20.1.7 MvTune——工作模式选择 288
20.1.8 Ovrd——速度倍率设置 288
20.1.9 Spd——速度设置指令 289
20.1.10 JOvrd——设置关节轴旋转速度的倍率 289
20.1.11 Cnt——连续轨迹运行指令 289
20.1.12 Accel——设置加减速阶段的“加减速度倍率” 291
20.1.13 Cmp Jnt——指定关节轴进入“柔性控制状态” 291
20.1.14 Cmp Pos——直角坐标型柔性伺服控制 292
20.1.15 Cmp Tool——TooL 坐标型柔性伺服控制 292
20.1.16 Cmp Off——柔性伺服控制无效 292
20.1.17 Cmp G——设置柔性控制时各轴的增益 293
20.1.18 Mxt 294
20.1.19 Oadl——佳加减速模式选择指令 294
20.1.20 LoadSet——抓手编号及工件编号指令 295
20.1.21 Prec——“高精度模式”选择指令 295
20.1.22 Torq——转矩限制值设置指令 296
20.1.23 Fine——定位精度设置指令 296
20.1.24 Fine J——旋转定位精度设置指令 297
20.1.25 Fine P——以直线距离设置定位精度 297
20.1.26 Servo——指令伺服电机电源的ON/OFF 297
20.1.27 Wth ——在插补动作时附加处理的指令 298
20.1.28 WthIf——在插补动作中带有附加条件的附加处理指令 298
20.2 程序控制流程相关的指令 298
20.2.1 Rem——标记字符串 299
20.2.2 If…Then…Else…EndIf——根据条件执行程序分支跳转的指令 300
20.2.3 Select Case——根据不同的条件选择执行不同的程序块 302
20.2.4 GoTo——无条件跳转指令 303
20.2.5 GoSub——调用指定“标记”的子程序指令 304
20.2.6 Reset Err——报警复位指令 304
20.2.7 CallP——调用子程序指令 304
20.2.8 FPrm——定义子程序中使用的“自变量” 306
20.2.9 Dly——暂停时间设置指令 306
20.2.10 Hlt——暂停执行程序指令 307
20.2.11 On…GoTo——不同条件下跳转到不同程序分支处的指令 307
20.2.12 On…GoSub——根据不同的条件调用不同的子程序 308
20.2.13 While…WEnd——循环指令 309
20.2.14 Open——定义及打开某一文件指令 310
20.2.15 Print——输出数据指令 310
20.2.16 Input——文件输入指令 311
20.2.17 Close——关闭文件 312
20.2.18 ColChk——碰撞检测功能有效/无效指令 312
20.2.19 On Com GoSub——根据外部通信口信息调用子程序指令 314
20.2.20 Com On/Com Off/Com Stop——开启/关闭/停止外部通信口指令 314
20.2.21 HOpen/HClose——抓手打开/关闭指令 314
20.2.22 Error——发出报警信号指令 315
20.2.23 Skip——跳转指令 315
20.2.24 Wait——等待指令 315
20.2.25 Clr——清零指令 316
20.2.26 End—程序段结束指令 316
20.2.27 For Next——循环指令 317
20.2.28 Return——子程序/中断程序结束及返回 317
20.2.29 Label——标签 318
20.3 定义指令 318
20.3.1 Dim——定义数组 319
20.3.2 Def Plt——定义“托盘结构”指令 319
20.3.3 Plt——Pallet 指令 322
20.3.4 Def Act——定义中断程序 323
20.3.5 ACT——设置中断程序的有效工作区间 325
20.3.6 Def Jnt——定义关节型变量 325
20.3.7 Def Pos——定义直交型变量 326
20.3.8 Def Float/Def Double/Def Inte/Def Long——定义变量的数值类型 326
20.3.9 Def Char——对字符串类型的变量进行定义 327
20.3.10 Def IO——定义输入输出变量 327
20.3.11 Def FN——定义任意函数 328
20.3.12 Tool——TOOL 数据的指令 329
20.3.13 Base——设置一个新的“世界坐标系” 329
20.3.14 Title——以文本形式显示程序内容的指令 330
20.3.15 赋值指令 330
20.4 多任务相关指令 331
20.4.1 XLoad——加载程序指令 331
20.4.2 XRun——程序启动指令 332
20.4.3 XStp——程序停止指令 332
20.4.4 XRst——程序复位指令 333
20.4.5 XClr——解除某任务区的程序选择状态指令 333
20.4.6 GetM——指定获取机器人控制权指令 333
20.4.7 RelM——解除机器人控制权指令 334
20.4.8 Priority——设置各任务区程序的执行行数指令 335
20.4.9 Reset Err——报警复位指令 335
第21 章 机器人的状态变量 336
21.1 C~J 状态变量 336
21.1.1 C_Date——当前日期(年/月/日) 336
21.1.2 C_Maker——制造商信息 336
21.1.3 C_Mecha——机器人型号 336
21.1.4 C_Prg——已经选择的程序号 337
21.1.5 C_Time——当前时间(以24小时显示时/分/秒) 337
21.1.6 C_User——用户参数“USERMSG”所设置的数据 337
21.1.7 J_Curr——各关节轴的当前位置数据 338
21.1.8 J_ColMxl——碰撞检测中“推测转矩”与“实际转矩”之差的大值 338
21.1.9 J_ECurr——当前编码器脉冲数 340
21.1.10 J_Fbc/J_AmpFbc——关节轴的当前位置/关节轴的当前电流值 341
21.1.11 J_Origin——原点位置数据 341
21.2 M 开头的状态变量 341
21.2.1 M_Acl/M_DAcl/M_NAcl/M_NDAcl/M_AclSts 341
21.2.2 M_BsNo——当前基本坐标系编号 342
21.2.3 M_BrkCq——Break 指令的执行状态 342
21.2.4 M_BTime——电池可工作时间 343
21.2.5 M_CavSts——发生干涉的机器人CPU 号 343
21.2.6 M_CmpDst——伺服柔性控制状态下,指令值与实际值之差 343
21.2.7 M_CmpLmt——伺服柔性控制状态下,指令值是否超出限制 344
21.2.8 M_ColSts——碰撞检测结果 344
21.2.9 M_Cstp——检测程序是否处于“循环停止中” 345
21.2.10 M_Cys——检测程序是否处于“循环中” 345
21.2.11 M_DIn/M_DOut——读取/写入CC-Link 定义的远程寄存器的数据 345
21.2.12 M_Err/M_ErrLvl/M_ErrNo——报警信息 346
21.2.13 M_Exp——自然对数 346
21.2.14 M_Fbd——指令位置与反馈位置之差 346
21.2.15 M_G——重力常数(9.80665) 347
21.2.16 M_HndCq——抓手输入信号状态 347
21.2.17 M_In/M_Inb/M_In8/M_Inw/M_In16——输入信号状态 347
21.2.18 M_In32——输入32位外部数据 348
21.2.19 M_JOvrd/M_NJOvrd/M_OPovrd/M_Ovrd/M_NOvrd——速度倍率值 348
21.2.20 M_Line——当前执行的程序行号 349
21.2.21 M_LdFact——各轴的负载率 349
21.2.22 M_Mode——操作面板的当前工作模式 350
21.2.23 M_On/M_Off——ON/OFF 状态 350
21.2.24 M_Open——被打开文件的状态 350
21.2.25 M_Out/M_Outb/M_Out8/M_Outw/M_Out16——输出信号状态(指定输出或读取输出信号状态) 351
21.2.26 M_Out32——向外部输出或读取32位的数据 352
21.2.27 M_PI——圆周率 352
21.2.28 M_Psa——任务区的程序是否为可选择状态 352
21.2.29 M_Ratio——(在插补移动过程中)当前位置与目标位置的比率 353
21.2.30 M_RDst——(在插补移动过程中)距离目标位置的“剩余距离” 353
21.2.31 M_Run——任务区内程序执行状态 353
21.2.32 M_SetAdl——设置指定轴的加减速时间比例(注意不是状态值) 353
21.2.33 M_SkipCq——Skip 指令的执行状态 354
21.2.34 M_Spd/M_NSpd/M_RSpd——插补速度 354
21.2.35 M_Svo——伺服电机电源状态 355
21.2.36 M_Timer——计时器(以ms 为单位) 355
21.2.37 M_Tool——设定或读取TOOL 坐标系的编号 355
21.2.38 M_Uar——机器人任务区域编号 356
21.2.39 M_Uar32——机器人任务区域状态 356
21.2.40 M_UDevW/M_UDevD——多CPU 之间的数据读取及写入指令 356
21.2.41 M_Wai——任务区内的程序执行状态 357
21.2.42 M_XDev/M_XDevB/M_XDevW/M_XDevD——PLC 输入信号数据 357
21.2.43 M_YDev/M_YDevB/M_YDevW/M_YDevD——PLC 输出信号数据 358
21.3 P 开头状态变量 359
21.3.1 P_Base/P_NBase——基本坐标系偏置值 359
21.3.2 P_CavDir——机器人发生干涉碰撞时的位置数据 359
21.3.3 P_ColDir——机器人发生干涉碰撞时的位置数据 360
21.3.4 P_Curr——当前位置(X,Y,Z,A,B,C,L1,L2)(FL1,FL2) 360
21.3.5 P_Fbc——以伺服反馈脉冲表示的当前位置(X,Y,Z,A,B,C,L1,L2)(FL1,FL2) 361
21.3.6 P_Safe——待避点位置 361
21.3.7 P_Tool/P_NTool——TOOL 坐标系数据 361
21.3.8 P_WkCord——设置或读取当前“工件坐标系”数据 361
21.3.9 P_Zero——零点[(0,0,0,0,0,0,0,0)(0,0)] 362
第22 章 编程指令中使用的函数 363
22.1 A 起首字母 363
22.1.1 Abs——求绝对值 363
22.1.2 Align——坐标轴转换 363
22.1.3 Asc——求字符串的ASCII 码 364
22.1.4 Atn/Atn2——(余切函数)计算余切 364
22.2 B 起首字母 364
22.2.1 Bin$ ——将数据变换为二进制字符串 364
22.3 C 起首字母 365
22.3.1 CalArc——圆弧运算 365
22.3.2 Chr$ ——将ASCII 码变换为“字符” 365
22.3.3 CInt——将数据四舍五入后取整 366
22.3.4 CkSum——进行字符串的“和校验”计算 366
22.3.5 Cos——余弦函数(求余弦) 366
22.3.6 Cvi——对字符串的起始2个字符进行ASCII 码转换为整数 367
22.3.7 Cvs——将字符串的起始4个字符的ASCII 码转换为单精度实数 367
22.3.8 Cvd——将字符串的起始8个字符的ASCII 码转换为双精度实数 367
22.4 D 起首字母 367
22.4.1 Deg——将角度单位从弧度(rad)变换为度(deg) 367
22.4.2 Dist——求2点之间的距离(mm) 368
22.5 E 起首字母 368
22.5.1 Exp——计算e 为底的指数函数 368
22.5.2 Fix——计算数据的整数部分 368
22.5.3 Fram——建立坐标系 368
22.6 H 起首字母 369
22.6.1 Hex$ ——将16 进制数据转换为“字符串” 369
22.7 I 开头 369
22.7.1 Int——计算数据大值的整数 369
22.7.2 Inv——对位置数据进行“反向变换” 370
22.8 J 起首字母 370
22.8.1 JtoP——将关节位置数据转成“直角坐标系数据” 370
22.9 L 起首字母 371
22.9.1 Left$ ——按指定长度截取字符串 371
22.9.2 Len——计算字符串的长度(字符个数) 371
22.9.3 Ln——计算自然对数(以e 为底的对数) 371
22.9.4 Log——计算常用对数(以10为底的对数) 371
22.10 M 起首字母 372
22.10.1 Max——计算大值 372
22.10.2 Mid$ ——根据设定求字符串的部分长度的字符 372
22.10.3 Min——求zui小值 372
22.10.4 Mirror$ ——字符串计算 372
22.10.5 Mki$ ——字符串计算 373
22.10.6 Mks$ ——字符串计算 373
22.10.7 Mkd$ ——字符串计算 373
22.11 P 起首字母 374
22.11.1 PosCq——检查给出的位置点是否在允许动作区域内 374
22.11.2 PosMid——求出2点之间做直线插补的中间位置点 374
22.11.3 PtoJ——将直交型位置数据转换为关节型数据 374
22.12 R 起首字母 375
22.12.1 Rad——将角度(deg)单位转换为弧度单位(rad) 375
22.12.2 Rdfl1——将形位(Pose)结构标志用“字符”“R”/“L”、“A”/“B”、“N”/“F”表示 375
22.12.3 Rdfl2——求指定关节轴的“旋转圈数” 375
22.12.4 Rnd——产生一个随机数 376
22.12.5 Right$ ——从字符串右端截取“指定长度”的字符串 376
22.13 S 起首字母 377
22.13.1 Setfl1——变更指定“位置点”的“形位(Pose)结构标志FL1” 377
22.13.2 Setfl2——变更指定“位置点”的“形位(Pose)结构标志FL2”——旋转圈数 377
22.13.3 SetJnt——设置各关节变量的值 378
22.13.4 SetPos——设置直交型位置变量数值 378
22.13.5 Sgn——求数据的符号 379
22.13.6 Sin——求正弦值 379
22.13.7 Sqr——求平方根 379
22.13.8 Strpos——在字符串里检索“指定的字符串”的位置 379
22.13.9 Str$ ——将数据转换为“十进制字符串” 380
22.14 T 起首字母 380
22.14.1 Tan——求正切 380
22.15 V 起首字母 380
22.15.1 Val——将字符串转换为“数值” 380
22.16 Z 起首字母 381
22.16.1 Zone——检查指定的位置点是否进入指定的区域 381
22.16.2 Zone2——检查指定的位置点是否进入指定的区域(圆筒型) 381
22.16.3 Zone3——检查指定的位置点是否进入指定的区域(长方体) 382
参考文献 383
- 化学工业出版社官方旗舰店 (微信公众号认证)
- 扫描二维码,访问我们的微信店铺
- 随时随地的购物、客服咨询、查询订单和物流...