钣金工完全自学一本通 图解双色版 钣金制作全流程基础知识实用技能 金属材料分类 钣金常用资料 钣金工自学机械加工成形一本通
| 运费: | 待下单时确认 |
商品详情
定价:99.0
ISBN:9787122384577
作者:周斌兴、邵健萍 主编
版次:第1版
出版时间:2021-05
内容提要:


商品名称: |
钣金工完全自学一本通(图解双色版) |
营销书名: |
实例教学,自学,一本通:钣金加工、机械成形 |
作者: |
周斌兴、邵健萍 主编 |
定价: |
99.00 |
ISBN: |
978-7-122-38457-7 |
关键字: |
钣金工;自学钣金;机械加工;加工成形 |
重量: |
737克 |
出版社: |
化学工业出版社 |
开本: |
16 |
装帧: |
平 |
出版时间: |
2021年05月 |
版次: |
1 |
页码: |
408 |
印次: |
1 |
1.全书以大量图表结合的方式,方便读者查阅。
2.以实例解析的方式,讲解关键技术与方法,指导性强,实用性强。
3.从基础知识和技术讲解到钣金工关键技术和难点,指导自学者步步提高。
4.全书名词术语均贯彻新标准。
《钣金工完全自学一本通(图解双色版)》是一本面向钣金加工技术工人的图书。本书对钣金制作全流程的基础知识和实用技能写得非常详尽,尤其是对各种构件的钣金展开过程,以大量实例,采用图文结合的方式,详细地讲解了各种形状构件的展开方法和展开图的画法,同时也在此基础上对弯曲成形和压制成形进行了重点解读,适合初学者入门并得到提高,真正做到一本读通钣金工。
本书可供钣金加工人员和生产一线的初、中、高级工人和技师使用,也可作为技工学校、职业技术院校广大师生参考学习用书。
周斌兴,男,1963年出生,江南大学机械学院副教授,硕士学历。承担材料力学、工程力学等课程的教学工作;主要从事金属材料力学性能,机械设计,机械强度,多自由度系统的隔振、抗冲理论及应用方面的研究。主编《数控车工入门与提高全程图解》《摩托车维修入门与技巧》等图书,参编其他科技书多本。
排名靠前章钣金常用资料/1
排名靠前节常用几何公式/1
一、常用平面图形计算公式/1
二、常用几何体的计算公式/3
第二节识图/5
一、识图基础知识/5
二、投影基础知识/20
第三节金属材料/33
一、金属材料的分类/33
二、钢铁材料的性能简介/35
三、钢材规格表示方法/37
四、金属材料理论质量计算/38
五、金属材料的热处理/38
六、金属塑性变形的基本知识/40
七、金属材料的表面清理/42
第四节表面粗糙度与极限配合/44
一、表面粗糙度/44
二、极限与配合/49
三、形状和位置公差/60
第五节常用工夹量具/68
一、常用工具/68
二、常用夹具/79
三、常用量具/81
第六节基本图形作法/86
一、平行线的画法/86
二、垂直线的画法/87
三、圆弧的画法/87
四、圆的等分/87
五、线段的等分/90
六、作圆的切线/91
七、求圆弧的圆心/91
八、作角与角度的等分/91
九、椭圆的画法/92
十、正多边形的作法/92
十一、抛物线与涡线的画法/94
十二、阿基米德螺旋线的画法/94
第二章各种构件的钣金展开图/96
排名靠前节展开放样/96
一、展开作图/96
二、直线段实长的求法/99
三、截交线画法/100
四、相贯线画法/103
五、断面实形的求法与应用/106
六、板厚处理/106
第二节圆柱面构件的展开/110
一、被平面斜截后的圆柱管构件/110
实例(一):两节直角圆管弯头的展开/112
实例(二):四节圆管弯头的展开/114
实例(三):任意角度两节圆管弯头展开/115
实例(四):平面任意角度三节圆管弯头展开/117
实例(五):带补料的任意角度二节圆管弯头展开/119
实例(六):等径正交三通管展开/119
实例(七):等径裤形三通管展开/121
实例(八):等径斜交三通管展开/123
实例(九):带补料的等径正交三通管展开/125
实例(十):带补料的等角等径三通管展开/126
实例(十一):三节蛇形圆柱弯管展开/127
实例(十二):双直角五节蛇形圆柱弯管展开/130
实例(十三):交叉直角四节蛇形圆柱弯管展开/131
实例(十四):正方锥台正插的圆柱管展开/132
实例(十五):长方锥台正插圆柱管展开/133
实例(十六):正方锥台偏插圆柱管展开/134
二、被圆柱面截切后的圆柱管构件展开/134
实例(一):正交异径圆管三通展开1/136
实例(二):正交异径圆管三通展开2/137
实例(三):斜交异径圆管三通展开/138
实例(四):斜交异径圆管盲三通展开/139
三、被球面截切后的圆柱管构件展开/140
实例(一):球罐圆柱管支腿展开/140
实例(二):半球平插圆柱管展开/142
实例(三):储罐罐顶正插圆柱管展开/143
四、被圆锥面截切的圆柱管构件展开/144
实例(一):圆锥面上正插圆柱管展开/144
实例(二):圆锥面上平插圆柱管展开/144
实例(三):圆锥面上斜插圆柱管展开/145
五、被椭圆面截切后的圆柱管构件展开/147
实例(一):椭圆柱面截切后的圆柱管展开/147
实例(二):标准椭圆封头上正插圆柱管展开/147
第三节圆锥面构件的展开/149
实例(一):正圆锥台展开/149
实例(二):斜圆锥台展开/149
实例(三):椭圆锥台展开/150
实例(四):两节任意角度圆柱圆锥弯管展开/151
实例(五):两节任意角度圆锥弯管展开/152
实例(六):两节直角圆柱圆锥弯管展开/153
实例(七):三节异径圆柱圆锥弯管展开/154
实例(八):三节任意角度圆锥弯管展开/156
实例(九):正交圆柱的圆锥管展开/157
实例(十):V形斜圆锥三通管的展开/158
实例(十一): 一字排列斜圆锥四通管的展开/160
实例(十二):斜交圆锥管三通的展开/162
实例(十三): 圆锥水壶展开/163
第四节平板构件的展开/165
实例(一):矩形锥管展开/165
实例(二):矩形口斜漏斗展开/166
实例(三):上下矩形口扭转连接管展开/167
实例(四):正四棱锥展开/167
实例(五):方锥管展开/168
实例(六):两节直角矩形管弯头展开/169
实例(七):弧形直角方口弯头展开/169
实例(八):任意角度换向矩形管弯头展开/169
实例(九):两节任意角度方锥管弯头展开/170
实例(十):弧形矩形口三通管展开/171
实例(十一):裤形方口三通管展开/172
实例(十二):偏心斜接方口三通管展开/172
第五节不可展曲面构件的展开/174
一、正圆柱螺旋面/174
二、球体表面/176
第六节型钢构件的展开计算/179
一、钢板展开长度的计算/180
二、圆钢展开长度的计算/180
三、扁钢圈展开长度的计算/180
四、角钢展开长度的计算/182
五、槽钢展开长度的计算/183
六、工字钢的展开计算/184
第三章放样与下料/185
排名靠前节放样与下料基础/185
一、场地的设置/185
二、放样与下料相关符号/187
三、影响下料的因素/188
四、下料清单与排版图的抄写/200
五、放样的允许偏差/202
六、样板/202
第二节剪切下料/205
一、剪床的种类/205
二、剪床的切料过程/207
三、剪切dao刃的几何形状和角度/207
四、剪切方法/209
第三节冲裁下料/220
一、冲裁原理/221
二、冲裁件的质量/222
三、冲床基本结构与工作原理/223
四、冲裁模具结构、间隙及尺寸的确定/224
五、冲裁力/227
六、冲裁加工的一般工艺要求/229
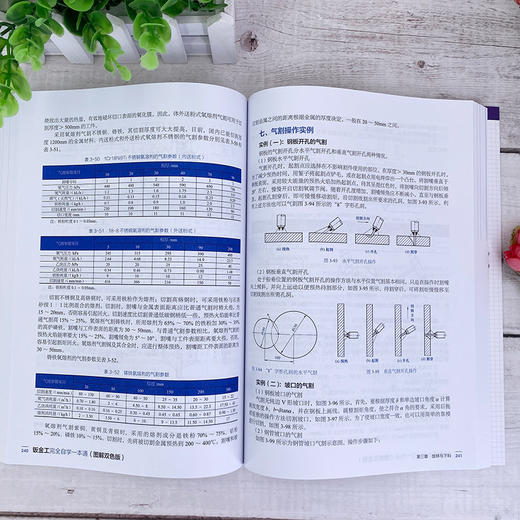
第四节气割下料/229
一、气割操作基础/229
二、快速优质切割/232
三、氧乙炔气割操作/234
四、氧液化石油气切割/236
五、氧丙烷气割/237
六、氧熔剂气割/238
七、气割操作实例/241
第五节等离子弧下料/245
一、等离子弧的产生原理及特点/246
二、切割机的使用/246
三、切割工艺/247
四、切口表面质量/248
五、切割实例/248
第四章弯曲成形/250
排名靠前节薄板手工弯曲/250
一、薄板弯曲成形过程及特点/250
二、典型形状工件的操作/251
三、卷边/252
四、放边/253
五、收边/254
六、拔缘/256
七、拱曲/257
八、咬缝/257
第二节卷板弯曲成形/259
一、常用卷板机的特点及作用范围/259
二、常见卷板机的操作方法/261
三、卷板操作/262
四、热卷/266
第三节管材的弯曲/267
一、弯曲原理/267
二、管材的zui小弯曲半径/268
三、常用弯管方法/272
四、手工弯管/273
五、冷弯机弯管/275
六、挤压弯管/278
七、折皱弯管/279
八、火焰加热弯管/280
九、中频加热弯管/280
十、顶压弯管/281
第四节型材的弯曲/282
一、型材的弯形/282
二、型材弯曲时zui小弯曲半径/282
三、型材的弯曲方法/291
第五节水火弯板/293
一、水火弯板的基本原理/293
二、典型工件的水火弯板工艺/294
三、水火弯板加工时的注意事项/296
第五章压制成形/297
排名靠前节压制设备/297
一、板料折弯压力机/297
二、曲柄压力机/299
三、摩擦压力机/301
第二节压弯/301
一、压弯的特点/301
二、钢材的变形特点对弯曲加工的影响/302
三、钢材加热对弯曲成形的影响/303
四、压弯力计算/303
五、压弯模尺寸的确定/305
六、弯裂和zui小弯曲半径/307
七、压弯工艺/308
八、压弯件偏移的防止方法/312
第三节拉深/312
一、拉深基本原理/312
二、拉深件坯料尺寸的计算/313
三、拉深系数与拉深次数/318
四、弯头的拉深/321
五、封头的拉深/322
第四节旋压/326
一、旋压成形的过程/326
二、旋压工艺/327
三、旋压件质量分析/329
第六章连接/331
排名靠前节铆接/331
一、铆接种类/331
二、铆接设备及工具/332
三、铆接的形式及其主要参数/334
四、铆接结构的强度计算及设计规范/336
五、铆钉长度的确定/337
六、铆钉的铆接及拆卸方法/339
七、铆接工艺要点及实例/341
八、铆接质量检查及铆接缺陷与预防措施/343
第二节胀接/345
一、胀接的特点/345
二、胀接结构的形式及胀接类型/345
三、胀接方法/346
四、胀接缺陷/349
第三节螺纹连接/350
一、螺纹连接的种类及装配要求/350
二、螺纹连接件的装配/352
第四节焊接/355
一、焊接方法的分类与选择/355
二、焊接接头的特点及形式/358
三、焊缝的符号及应用/360
四、焊缝的基本形状、尺寸及位置/362
五、焊条电弧焊/363
六、氩弧焊/367
七、气焊/376
八、CO2气体保护焊/384
九、钎焊/394
第七章矫正/399
排名靠前节常用矫正方法/399
一、手工矫正/399
二、机械矫正/402
三、火焰矫正/404
四、高频热点矫正/406
第二节矫正偏差/406
一、平板表面翘曲度/406
二、钢材矫正后的允许偏差/407
参考文献/408
无
- 化学工业出版社官方旗舰店 (微信公众号认证)
- 扫描二维码,访问我们的微信店铺
- 随时随地的购物、客服咨询、查询订单和物流...