铣削和数控铣削完全自学一本通 图解双色版 铣削基础知识 铣床和数控铣床 铣削和数控铣削工艺 数控铣削编程 数控铣床操作应用书籍
| 运费: | 待下单时确认 |

商品详情
定价:99.0
ISBN:9787122377043
作者:周文军 主编
版次:第1版
出版时间:2021-03
内容提要:


商品名称: |
铣削和数控铣削完全自学一本通(图解双色版) |
营销书名: |
铣削+数控铣削,从入门到精通一本就够,根据国家职业技能标准编写 |
作者: |
周文军 主编 |
定价: |
99.00 |
ISBN: |
978-7-122-37704-3 |
关键字: |
数控铣;铣削;铣工;数控机床;数控加工; |
重量: |
832克 |
出版社: |
化学工业出版社 |
开本: |
16 |
装帧: |
平 |
出版时间: |
2021年03月 |
版次: |
1 |
页码: |
461 |
印次: |
1 |
(1)内容系统全面,针对性强,从入门到精通一本就够
(2)图解特色丰富,双色灵活编排,直观更易懂
(3)注重技能技巧分享,实例贯穿全书,可操作性强
随着科学技术的发展,传统铣工从使用普通铣床已经过渡到普遍使用数控铣床,本书从现代铣工的需求出发,将铣削与数控铣削有机融合,从铣削基础知识,铣床和数控铣床(加工中心),铣削和数控铣削工艺,数控铣削(加工中心)编程,数控铣床(加工中心)的操作,铣削平面与连接面,铣削台阶、直角槽和特形槽,铣削离合器,角度面和刻线加工,铣凸轮,铣齿轮及dao具齿槽,铣削外花键,数控铣削实例等方面对现代铣工技术做了详细介绍,覆盖铣削实际生产中的核心内容,展示铣削生产全过程。
本书以好用、实用为编写原则,内容丰富,图表翔实,取材精练,可作为初、中级铣工培训和自学用书,也可供数控、机械加工等相关专业师生阅读参考。
周文军,江南大学机械工程学院教师,长期从事数控加工和编程教学,熟悉精通UG,CIMATRON,MASTERCAM,HYPERMILL等软件。熟练操作发那科,西门子,三菱,海德汗数控系统的三轴到五轴机床。熟练使用数控车宏程序手工编程。
排名靠前章 铣削基础知识 /1
排名靠前节 金属材料及热处理 /1
一、金属材料的分类 /1
二、钢铁材料的热处理 /2
三、常用元素对钢铁材料性能的影响 /3
第二节 公差配合与表面粗糙度 /4
一、极限与配合 /4
二、形状和位置公差 /9
三、表面粗糙度 /12
第三节 铣削基础知识 /17
一、铣削过程的基本规律 /17
二、铣削力与铣削功率 /20
三、切削热和切削温度 /21
第四节 铣削过程及铣削加工的范围 /22
一、铣工的工作内容 /22
二、铣削过程 /23
三、铣削(数控铣削)方式 /24
四、铣削(数控铣床)的加工对象 /26
五、加工中心的加工对象 /27
第五节 铣工常用量具 /29
一、测量长度用的计量器具 /29
二、测量角度用的计量器具 /34
第二章 铣床和数控铣床(加工中心) /36
排名靠前节 铣床概述 /36
一、铣床的分类 /36
二、铣床主要结构 /38
三、常用铣床的型号与技术参数 /39
四、数控铣床简介 /43
第二节 铣床(数控铣床)的安装调整及精度检验 /50
一、铣床的安装要点 /50
二、铣床的基本操作及调整 /51
三、 铣床工作精度的检验及空运转试验 /57
第三节 铣床(数控铣床)的保养及故障维修 /58
一、一级保养的内容及要求 /58
二、一级保养的操作步骤 /59
三、铣床常见故障维修 /61
第三章 铣削和数控铣削工艺 /64
排名靠前节 铣削用量的选择 /64
一、铣削的基本运动与铣削用量 /64
二、确定铣削用量的原则 /65
三、被切金属层深度(厚度)的选择 /65
四、铣削用量的选用 /66
五、铣削速度的选择 /68
第二节 切削液 /69
一、切削液的种类及其作用 /69
二、切削液的选用 /69
第三节 铣dao /70
一、铣dao的常用材料 /70
二、铣dao的种类 /72
三、铣dao的选用 /73
四、铣dao的安装 /80
五、铣dao的维护与保养 /84
第四节 数控铣dao和dao具系统 /84
一、数控铣常用dao具 /84
二、典型dao具系统的种类 /95
第五节 定位和装夹 /99
一、工件的定位与装夹 /99
二、常用铣床夹具 /100
三、铣床夹具使用和维护 /120
第六节 机械加工工艺规程的制定 /121
一、工艺规程及其作用 /121
二、机械加工工艺规程制定 /121
三、工艺过程的设计 /125
四、工序的设计 /131
五、提高劳动生产率的工艺途径 /134
第七节 数控铣削加工工艺的制定 /136
一、零件图样分析 /136
二、加工方法的选择 /139
三、加工阶段的划分 /141
四、工序的划分 /142
五、加工顺序的安排 /142
六、进给路线的确定 /143
七、铣削用量的选择 /146
第八节 数控铣削加工工件及工艺性分析 /152
一、平面铣削工艺分析 /152
二、轮廓铣削工艺分析 /153
三、型腔加工工艺分析 /157
四、槽形铣削加工工艺分析 /160
五、孔类零件加工工艺分析 /162
六、泵盖零件铣削加工工艺分析 /165
第九节 分度头的使用 /168
一、分度头的基本知识 /168
二、分度头的安装、调整与使用维护 /173
第四章 数控铣削(加工中心)编程 /177
排名靠前节 数控铣床编程概述 /177
一、数控编程的内容和步骤 /177
二、数控编程的分类及特点 /180
三、 数控铣床编程程序的结构与格式 /180
第二节 数控铣床的坐标系 /183
一、右手直角笛卡儿坐标系 /183
二、数控铣床的坐标系 /185
第三节 程序编制中的数学处理 /186
一、数学处理的内容 /186
二、坐标值常用的计算方法 /188
第四节 FANUC 0i系统的基本指令 /188
一、准备功能指令 /188
二、辅助功能指令 /190
第五节 FANUC 0i系统基本G指令 /191
一、快速定位G00 /191
二、直线插补 G01 /191
三、圆弧插补指令 G02、G03与平面指定指令G17、G18、G19 /192
四、暂停指令G04 /194
五、英制、公制单位指令G20、G21 /195
六、参考点相关指令G27、G28、G29、G30 /195
七、dao具半径补偿G40、G41、G42 /195
八、dao具长度补偿指令G43、G44、G49 /196
九、绝对坐标G90 与相对坐标G91 /197
第六节 简化编程 /197
一、极坐标指令G15、G16 /197
二、缩放功能指令G50、G51 /198
三、镜像功能指令G50.1、G51.1 /198
四、坐标系旋转指令G68、G69 /200
第七节 固定循环指令 /200
一、指令格式 /201
二、常用固定循环指令 /202
三、钻孔循环指令 /203
四、镗孔固定循环指令 /205
五、攻螺纹固定循环指令 /207
第八节 子程序和宏程序 /208
一、子程序 /208
二、宏程序 /210
第五章 数控铣床(加工中心)的操作 /216
排名靠前节 FANUC 0i系统的操作 /216
一、控制面板 /216
二、数控铣/ 加工中心的基本操作 /216
三、坐标系参数设置 /226
四、数控铣/ 加工中心的对dao /226
第二节 SIEMENS 802D系统的操作 /229
一、控制面板 /229
二、SIEMENS 802D系统的基本操作 /232
三、SIEMENS 802D数控系统的对dao /240
第六章 铣削平面与连接面 /243
排名靠前节 铣平面 /243
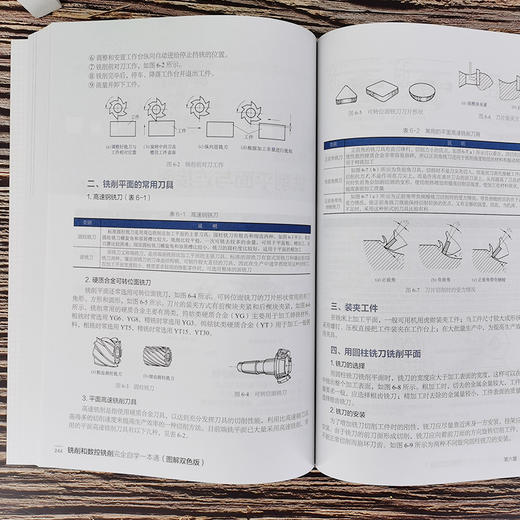
一、铣削平面的主要步骤 /243
二、铣削平面的常用dao具 /244
三、装夹工件 /245
四、用圆柱铣dao铣削平面 /245
五、用端铣dao铣平面 /247
六、平面的检验与质量分析 /249
第二节 铣削平行面和垂直面 /250
一、铣平行面的方法 /250
二、铣垂直面的方法 /251
第三节 铣削斜面 /254
一、倾斜工件铣斜面 /254
二、转动铣dao切削位置铣斜面 /255
三、用角度铣dao铣削斜面 /257
四、斜面的检验方法 /257
第四节 铣削矩形工件 /258
一、铣削矩形工件的加工步骤 /258
二、工件的检验与质量分析 /259
第五节 加工实例 /260
实例一: 用端面铣dao铣削加工平面与垂直面 /260
实例二:铣单斜面 /264
实例三:调整主轴角度铣削斜面 /266
第七章 铣削台阶、直角槽和特形槽 /271
排名靠前节 铣削台阶 /271
一、铣削台阶的工艺要求 /271
二、铣削台阶的方法 /271
第二节 铣削直角沟槽 /274
一、直角沟槽的种类及铣削技术要求 /274
二、直角沟槽的铣削方法 /275
第三节 铣削键槽 /276
一、铣轴上键槽用的铣dao及其选择 /277
二、平口钳装夹工件及键槽铣dao铣轴上键槽 /277
三、V形铁装夹工件铣轴上键槽 /279
四、盘形槽铣dao铣长轴上的键槽 /280
五、键槽的检测方法 /282
第四节 铣T形槽和半圆键槽 /282
一、铣T形槽 /282
二、铣半圆键槽 /285
第五节 铣V形槽 /288
一、用双角度铣dao铣V形槽 /288
二、用单角度铣dao铣V 形槽 /290
三、铣V形槽的其他方法 /290
四、V形槽铣削加工的检测与质量分析 /290
第六节 铣燕尾槽 /291
一、燕尾槽的技术要求 /291
二、铣削内燕尾槽和外燕尾槽 /291
三、内、外燕尾槽铣削加工的检验与质量分析 /293
第七节 加工实例 /294
实例一:铣双台阶 /294
实例二:铣宽槽 /296
实例三:铣传动轴两端的窄槽 /297
实例四:T形槽铣削加工 /298
实例五:V形槽的铣削加工 /300
实例六:铣燕尾槽和燕尾块 /301
第八章 铣削离合器 /305
排名靠前节 铣削直齿离合器 /305
一、铣奇数直齿离合器 /305
二、铣偶数直齿离合器 /305
三、直齿离合器的检验方法 /306
第二节 铣削等边尖齿及锯形离合器/307
一、等边尖齿离合器的铣削 /307
二、锯齿形离合器的铣削 /309
三、工件的检测方法 /310
第三节 梯形齿离合器的铣削 /310
一、梯形齿离合器的特点 /310
二、铣梯形等高齿离合器 /310
三、铣梯形收缩齿离合器 /311
四、梯形齿离合器的检验方法 /312
第四节 加工实例 /313
实例一:铣偶数齿离合器 /313
实例二:铣螺旋齿牙嵌离合器 /316
实例三:铣梯形等高齿离合器 /318
实例四:铣锯齿形离合器 /320
第九章 角度面和刻线加工 /323
排名靠前节 角度面和刻线加工的基础知识 /323
一、铣削角度面的基本特征及加工要求 /323
二、角度面铣削加工的计算和调整方法 /324
三、刻线基本特征及加工要求 /324
四、刻线用的dao具及其装夹方法 /325
五、在圆柱面或圆锥面上刻线 /325
六、圆柱端面刻线 /326
七、平面直线移距刻线 /327
第二节 加工实例 /329
实例一:平面直线移距刻线加工 /329
实例二:铣削角度面轴 /332
实例三:铣削四棱柱体 /336
第十章 铣凸轮 /339
排名靠前节 铣削等速盘形凸轮 /339
一、等速圆盘凸轮的三要素 /339
二、等速盘形凸轮的铣削方法 /340
第二节 凸轮的检验及质量分析 /343
一、检验项目 /343
二、检验方法 /344
三、质量分析 /345
第三节 加工实例 /345
实例一:铣圆盘凸轮 /345
实例二:铣圆柱凸轮 /347
实例三:铣圆柱(端)凸轮 /349
第十一章 铣齿轮及dao具齿槽 /351
排名靠前节 齿轮和齿槽铣削基本知识 /351
一、直齿圆柱齿轮的基本参数及几何尺寸计算 /351
二、斜齿圆柱齿轮的基本参数及几何尺寸计算 /352
三、锥齿轮的基本知识 /352
四、锥齿轮铣dao及锥齿轮的检测 /355
五、锥齿轮的铣削 /358
第二节 铣削齿轮、齿条技巧分析 /362
一、铣直齿圆柱齿轮的技巧分析 /362
二、直齿条及斜齿条的加工技巧 /363
三、铣直齿dao具的端面齿槽的技巧 /366
四、铣螺旋齿dao具的端面齿槽的技巧 /367
五、麻花钻的开槽操作技巧 /368
六、角度铣dao锥面开齿的操作技巧 /368
第三节 加工实例 /369
实例一:铣削直齿圆柱齿轮零件 /369
实例二:斜齿圆柱齿轮的铣削 /371
实例三:铣削圆柱螺旋齿dao具端面齿开齿 /372
第十二章 铣削外花键 /375
排名靠前节 外花键的基础知识 /375
一、外花键的种类及特征 /375
二、矩形花键铣削的工艺要求 /377
三、矩形外花键铣削加工的方法及特点 /377
四、矩形外花键的检验与质量分析方法 /379
第二节 成形铣dao铣削外花键 /379
一、 成形铣dao铣削外花键的加工准备 /379
二、外花键成形铣dao铣削加工步骤 /380
三、成形铣dao铣削外花键检验 /382
第三节 三面刃单dao铣削外花键 /383
一、 三面刃单dao铣削加工大径定心外花键 /383
二、 大径定心花键工件的粗铣加工步骤 /384
三、 大径定心花键检测与常见质量问题及其原因 /386
四、 三面刃单dao铣削小径定心外花键 /387
第四节 加工实例 /390
实例一: 用组合的三面刃铣dao内侧刃铣削外花键 /390
实例二: 用组合铣dao圆周刃铣削加工外花键 /393
实例三: 用成形铣dao铣削加工外花键 /396
第十三章 数控铣削实例 /399
排名靠前节 FANUC 0i系统编程实例 /399
实例一:综合实训1 /399
实例二:综合实训2 /400
实例三:综合实训3 /402
实例四:综合实训4 /404
第二节 SIEMENS 802D系统编程实例 /408
实例一:刻线加工 /408
实例二:键槽综合加工 /409
第三节 数控铣、加工中心操作实例 /412
实例一:平面外轮廓加工 /412
实例二:平面内轮廓加工 /418
实例三:凹槽加工 /422
实例四:台阶面铣削加工 /429
实例五:钻孔加工 /433
实例六:铰孔加工 /436
实例七:铣孔加工 /439
实例八:攻螺纹加工 /443
实例九:复杂零件的加工1 /445
实例十:复杂零件的加工2 /448
实例十一:综合加工实例 /450
参考文献 /461
无
- 化学工业出版社官方旗舰店 (微信公众号认证)
- 扫描二维码,访问我们的微信店铺
- 随时随地的购物、客服咨询、查询订单和物流...